|
|
|
ª˘”⁄∂®¡ø—π‘˛ºº ıµƒ‘˛-∫Ê-‘˛-∂—»æ…´π§“’2021-04-27∂´ð∏ –Ω“¯∑·ª˙–µ µ“µ”–œÞπ´Àæ ¿Ó ÷« ¡∫ ∑º —Ó渌∞ —Ó–À”Ó π„∂´÷«¥¥ŒÞÀÆ»æ∑ªø∆ºº”–œÞπ´Àæ ¿Ó ‘£ ’™“™£∫Õ®π˝◊‘÷∆µƒ∂®¡ø—π‘˛π§“’◊∞÷√£¨∂‘√Þ÷،ԓ¿¥ŒΩ¯––ªÓ–‘»æ¡œ‘˛“∫°¢‘§∫Ê°¢∂®¡ø—π‘˛ºÓº¡»Ð“∫£¨»ª∫ÛΩ¯––¿‰∂—πÃ…´£¨‘⁄‘˛ºÓº¡µƒπ˝≥Ã÷–ªÓ–‘»æ¡œ”κӺ¡ÕÍ»´≤ªΩ”¥•£¨÷ª”–‘⁄ºÓº¡ ©º”ÕÍ≥…∫ÛªÓ–‘»æ¡œ”κӺ¡≤≈Ω”¥•°£Ω·π˚±Ì√˜£¨—°‘Ò “Àµƒ∂®¡ø—π‘˛…Ë±∏£¨‘⁄ªÓ–‘»æ¡œ‘˛”ý¬ 30%-60%°¢∫Ê∏…°¢ºÓº¡‘˛”ý¬ 30%-40%£¨∂—÷√ ±º‰8-24 hµƒÃıº˛œ¬£¨ø… µœ÷√Þ÷،ԅŸÀÆœ¥»æ…´º∞ŒÞ—Œ»æ…´°£”Î¥´Õ≥¿‰‘˛∂—»æ…´π§“’œý±»£¨∏√–¬π§“’ø…œ‘÷¯Ã·∏þ»æ¡œ…œ»æ¬ £¨ΩµµÕ»æ¡œ∫ÕºÓº¡µƒ”√¡ø£¨∂‘»æ¡œ∫ÕºÓº¡µƒ—°‘Ò∑∂ŒßΩœπ„£¨ŒÞ–Ë◊™∂ØÃıº˛œ¬∂—÷√£¨»æ…´∆∑÷ ¡ø¥ÔµΩ¥´Õ≥𧓒µƒÀÆ∆Ω£¨Õ¨ ± µœ÷Ω⁄‘º”√ÀÆ°£ πÿº¸¥ £∫¿‰‘˛∂— …ŸÀÆœ¥ ‘˛”ý¬ ŒÞ—Œ µÕºÓ 0 «∞—‘ √Þ÷،Եƒ”°»æº”π§ «”°»æ––“µµƒ÷ÿ“™º”π§≤˙∆∑£¨∂¯¿‰‘˛∂— «∆‰÷˜“™µƒ»æ…´π§“’÷Æ“ª°£¥´Õ≥√Þ÷،Եƒ¿‰‘˛∂—»æ…´π§“’≤…”√¥´Õ≥µƒ‘˛≥µ◊∞÷√Ω¯––‘˛“∫£¨‘˛∫Û÷،Եƒ‘˛”ý¬ ∆’±ÈŒ™60%-70%£¨œ÷Ω◊∂Œ∂ý≤…”√º∆¡ø±√π©“∫£¨Ω´ªÓ–‘»æ¡œ∫ÕºÓº¡∑÷±◊¢»Î‘˛≥µµƒ¡œ≤€£¨≤º¡œ‘⁄¡œ≤€ƒ⁄Ω˛◊’∫Ûπ˝¡ø¥¯“∫£¨‘Ÿæ≠‘˛πı—π‘˛µ√µΩ“ª∂®µƒ‘˛”ý¬ (60%-70%)£¨æ°πÐœ÷‘⁄µƒ¡œ≤€‘Ω¿¥‘Ω–°£¨µ´ «‘⁄¡œ≤€÷–ªÓ–‘»æ¡œ”ˆºÓª·∑¢…˙ÀÆΩ‚£ªÕ¨ ±£¨‘⁄≥§ ±º‰∂—÷√π˝≥Ã÷–”…”⁄‘˛”ý¬ Ωœ∏þ£¨»æ¡œ‘⁄ºÓ–‘Ãıº˛œ¬“≤ª·∑¢…˙ÀÆΩ‚œ÷œÛ£¨µº÷¬»æ¡œ¿˚”√¬ ∆´µÕ£¨≤˙…˙∏°…´£¨‘ˆº”ÀÆœ¥∏∫µ££¨»æ¡œµƒÀÆΩ‚ «‘Ï≥…ªÓ–‘»æ¡œ¿‰‘˛∂—»æ…´π˝≥Ã÷–»æ¡œ”√¡ø∏þ°¢≤˙…˙∑œÀÆ¥Ûµƒ÷ÿ“™“ÚÀÿ£ª‘Ÿ’þ£¨‘⁄∂—÷√µƒπ˝≥Ã÷–£¨”…”⁄‘˛”ý¬ Ωœ∏þ£¨¥Ê‘⁄¥Û¡øµƒ◊‘”…ÀÆ£¨»ð“◊µº÷¬∂—÷√π˝≥Ã÷–µƒ”æ“∆œ÷œÛ£¨”∞œÏ≤˙∆∑∆∑÷ £¨À˘“‘¥´Õ≥µƒ¿‰‘˛∂—»æ…´–Ë“™‘⁄◊™∂صƒ◊¥Ã¨œ¬∂—÷√°£ ’Î∂‘…œ ˆŒ £¨±æœÓƒøø™∑¢¡À“ª÷÷Õ®π˝◊‘÷∆µƒ∂®¡ø—π‘˛π§“’◊∞÷√£¨∂‘√Þ÷،ԓ¿¥ŒΩ¯––ªÓ–‘»æ¡œ‘˛“∫°¢‘§∫Ê°¢∂®¡ø—π‘˛ºÓº¡»Ð“∫£¨»ª∫ÛΩ¯––∂—÷√πÃ…´µƒ‘˛-∫Ê-‘˛-∂—»æ…´π§“’£¨ø…Ω⁄‘º»æ¡œ∫ÕºÓº¡µƒ”√¡ø£¨ÕÍ»´ŒÞ–ˌު˙—Œ£¨≤¢—È÷§¡À∏√𧓒µƒø…–––‘°£ 1 ‘—È≤ø∑÷ 1.1 ≤ƒ¡œ∫Õ“«∆˜ ÷،ԣ∫»´√Þª˙÷ØŒÔ≈˜≤º∞Î÷∆∆∑(130g/m2)°£ »æªØ¡œ£∫ªÓ–‘»æ¡œ£∫∞≤≈µÀÿ£®…œ∫£∞≤≈µ∆‰ºØÕ≈π…∑ð”–œÞπ´À棩°¢ªÓ–‘»æ¡œπÃ…´÷˙º¡£®◊‘÷∆£©°£ “«∆˜£∫∂®¡ø—π‘˛◊∞÷√°¢¿≠∑˘∂®–Õª˙°¢¥Úæ̪˙£®∂´ð∏ –Ω“¯∑·ª˙–µ µ“µ”–œÞπ´À棩°¢FA2014N–ÕµÁ◊”ÃÏ∆Ω£®…œ∫£æ´√Ðø∆—ß“«∆˜”–œÞπ´À棩°¢SW-12–ÕÀÆœ¥…´¿Œ∂»“«£®¿≥÷ð –µÁ◊”“«∆˜”–œÞπ´À棩°¢Y5711–Õƒ¶≤¡…´¿Œ∂»“«£®¿≥÷ð –µÁ◊”“«∆˜”–œÞπ´À棩°£ 1.2 »æ…´π§“’ 1.2.1 ¥´Õ≥¿‰‘˛∂—»æ…´π§“’ ªÓ–‘»æ¡œ¥¶∑Ω£∫ ∞≤≈µÀÿ≤ÿ«ý 20 g/L ∞≤≈µÀÿ…Ó∫Ï 11.2 g/L ∞≤≈µÀÿª∆ 8.8 g/L πÃ…´ºÓº¡¥¶∑Ω£∫ «‚—ıªØƒ∆ 6 g/L ¥øºÓ 20 g/L ƒÚÀÿ 7 g/L 𧓒¡˜≥ã∫»æ¡œ°¢ºÓº¡∑÷±»ÐΩ‚°˙º∆¡ø±√∑÷±◊¢»Î¡œ≤€°˙÷ØŒÔΩ˛‘˛»æ“∫£®‘˛”ý¬ 65%£©°˙¿‰∂—πÃ…´(24h)°˙ÀÆœ¥°˙‘Ìœ¥°˙ÀÆœ¥°˙∫Ê∏…°˙–‘ƒÐ≤‚ ‘∆¿π¿°£ 1.2.2 ‘˛-∫Ê-‘˛-∂—–¬π§“’ »æ…´¥¶∑Ω£∫ ∞≤≈µÀÿ≤ÿ«ý 16 g/L ∞≤≈µÀÿ…Ó∫Ï 8.96 g/L ∞≤≈µÀÿª∆ 7.04 g/L ªÓ–‘»æ¡œπÃ…´÷˙º¡ 20 g/L 𧓒¡˜≥ã∫ªÓ–‘»æ¡œ»ÐΩ‚∫Û◊¢»Î◊‘÷∆µƒ∂®¡ø—π‘˛◊∞÷√°˙÷ØŒÔ∂®¡ø—π‘˛»æ“∫£®‘˛”ý¬ 35%£©°˙∫Ê∏…°˙ºÓº¡»ÐΩ‚∫Û◊¢»Î◊‘÷∆µƒ∂®¡ø—π‘˛◊∞÷√°˙÷ØŒÔ∂®¡ø—π‘˛ºÓº¡»Ð“∫£®‘˛”ý¬ 35%£©°˙¿‰∂—πÃ…´(24h)°˙ÀÆœ¥°˙‘Ìœ¥°˙ÀÆœ¥°˙∫Ê∏…°˙–‘ƒÐ≤‚ ‘∆¿π¿°£ 1.3 ≤‚ ‘∑Ω∑® ƒÕ‘Ìœ¥…´¿Œ∂»∞¥GB/T 3921-2008°∂∑ƒ÷Ø∆∑…´¿Œ∂» ‘—ȃՑ̜¥…´¿Œ∂»°∑≤‚∂®£ª ƒÕƒ¶≤¡…´¿Œ∂»∞¥GB/T 3920-2008°∂∑ƒ÷Ø∆∑…´¿Œ∂» ‘—ȃՃ¶≤¡…´¿Œ∂»°∑≤‚∂®°£ 2 Ω·π˚”ÎÃ÷¬€ 2.1 √‚ª˘”⁄∂®¡ø—π‘˛ºº ıµƒ‘˛-∫Ê-‘˛-∂—»æ…´π§“’µƒ‘≠¿Ì ≥£πÊ¿‰‘˛∂—»æ…´π§“’÷–»æ¡œª·‘⁄¡œ≤€ƒ⁄”ˆºÓÀÆΩ‚£¨∂¯–¬π§“’÷–÷¡…ŸºÓº¡µƒ ©º” «≤…”√—π‘˛µƒ∑Ω ΩΩ¯––µƒ£¨“Ú¥À£¨»æ¡œ∫ÕºÓº¡÷ªƒÐπª‘⁄ºÓº¡ ©º”ÕÍ≥…∫Û≤≈ª·Ω”¥•£¨±Ð√‚¡À»æ¡œ‘⁄¡œ≤€ƒ⁄µƒÀÆΩ‚°£≥£πÊ¿‰‘˛∂—»æ…´π§“’÷–∂—÷√«∞µƒ‘˛”ý¬ Œ™65%£¨œýΩœ”⁄–¬π§“’µƒ¥¯“∫¡ø¥Û£¨»æ¡œ‘⁄≥§ ±º‰∂—÷√π˝≥Ã÷–≤º√ÊÀÆΩ‚«Èøˆœý∂‘—œ÷ÿ°£¥´Õ≥𧓒‘˛“∫π˝≥Ã∫Õ∂—÷√π˝≥Ã÷–»æ¡œ»ð“◊ÀÆΩ‚£¨‘Ï≥…ªÓ–‘»æ¡œ¿˚”√¬ ±‰µÕ£¨–Œ≥…∏°…´£¨‘ˆº”ÀÆœ¥∏∫µ£°£ –¬π§“’÷–‘⁄ ©º”ºÓº¡÷Æ«∞µƒ≤º¡œ≤ªª·Ω¯»ÎºÓº¡µƒ¡œ≤€£¨“≤æÕ≤ªª·¥Ê‘⁄»æ¡œÕ—¬‰Ω¯»ÎºÓº¡¡œ≤€µƒŒ £¨“Ú¥ÀÕÍ»´≤ª–Ë“™ŒÞª˙—Œ°£Õ¨ ±”…”⁄¥´Õ≥𧓒¥¯“∫¡ø¥Û£¨¥Ê‘⁄¥Û¡øµƒ◊‘”…ÀÆ£¨»ð“◊‘⁄∫Û–¯µƒ∂—÷√π˝≥Ã÷–≤˙…˙”æ“∆œ÷œÛ£¨∂¯–¬π§“’”…”⁄‘˛”ý¬ Œ™35%£¨ª˘±æ…œ∂º «Ω·∫œÀÆ£¨ª˘±æ≤ªª·≥ˆœ÷ÀÆΩ‚∫Õ”æ“∆œ÷œÛ°£À‰»ª–¬π§“’µƒ¥¯“∫¡øø…“‘∫еգ¨µ´ «–¬π§“’‘⁄∂®¡ø—π‘˛¡ÀªÓ–‘»æ¡œ∫Ûæ≠π˝¡À∫Ê∏…π˝≥㨒‚∏ˆπ˝≥Óª∑Ω√Ê «∞—ÀÆ∑÷∫Ê∏…£¨¿˚”⁄∫Û–¯ºÓº¡µƒµÕ¥¯“∫¡ø∏¯“∫£¨Õ¨ ±∆µΩ¡À“µƒ⁄Õ®≥£À˘ÀµµƒÕ∏∑Á◊˜”√ø⁄£¨£¨‘⁄’‚∏ˆπ˝≥Ã÷–»»∑Áø…“‘ π≈þ≤º‘⁄«∞¥¶¿ÌΩ◊∂ŒÀ˘–Ø¥¯µƒÀ´—ıÀƵ»µ√µΩ∑÷Ω‚°¢ª”∑¢£¨œ˚≥˝¡À¥´Õ≥𧓒÷–“ÚÀ´—ıÀƵ»µƒ≤–¡Ù∂¯“˝∆µƒ…´ª®œ÷œÛ£¨≤¢ πµ√»æ¡œ”Î≈þ≤º”–¡À“ª∂®≥Ã∂»µƒ≥ı≤ΩΩ·∫œ£¨¿˚”⁄∫Û–¯µƒπÃ…´[æ¿°£ ª˘”⁄…œ ˆ»œ÷™£¨±æœÓƒø◊‘÷∆¡À“ª÷÷∂®¡ø—π‘˛π§“’◊∞±∏£¨∆‰‘˛”ý¬ ø…∏˘æð–Ë“™◊‘”……Ë∂®°£
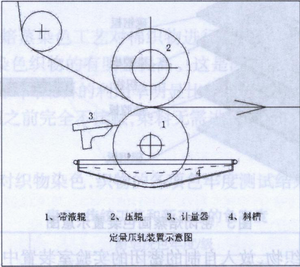
Õº1 ∂®¡ø—π‘˛◊∞÷√ æ“‚Õº »ÁÕºlÀ˘ 棨»æ¡œªÚºÓº¡»Ð“∫÷√”⁄¡œ≤€ƒ⁄£¨µ˜Ω⁄º∆¡ø∆˜”Î¥¯“∫πı÷ƺ‰µƒº‰œ∂∫Õ—π¡¶£¨øÿ÷∆—ππı”Î¥¯“∫πı÷ƺ‰µƒ—π¡¶∫Õº‰æý£¨÷،ԥ”—ππı”Î¥¯“∫πı÷ƺ‰æ≠π˝£¨÷ØŒÔ≤ª–Ë“™Ω¯»Î¡œ≤€æÕƒÐπªµ√µΩ∂®¡øµƒ»Ð“∫°£ 2.2 »æ…´–ßπ˚ 2.2.1 ‘˛”ý¬ ∂‘»æ…´Ω·π˚µƒ”∞œÏ ÷ØŒÔΩ˛‘˛»æ“∫∫Û£¨Ω¯––¿‰∂—πÃ…´£¨‘˛”ý¬ ª·”∞œÏ¿‰∂—π˝≥Ã÷–√б’µƒ¡œæ̃⁄µƒæ¯∂‘ ™∂»¢Û£¨Ω¯∂¯”∞œÏ»æ¡œµƒÀÆΩ‚≥Ã∂»°£¥´Õ≥µƒΩ˛‘˛∑Ω Ω£¨‘˛∫Û÷،Եƒ‘˛”ý¬ “ª∞„Œ™65%£¨∂¯–¬–Õµƒ∂®¡ø—π‘˛◊∞÷√‘˛∫Û÷،Եƒ‘˛”ý¬ ø…»Œ“‚øÿ÷∆‘⁄25%-45%°£ºı…Ÿ‘˛”ý¬ £¨ø…”––ß±Ð√‚»æ¡œµƒÀÆΩ‚£¨Ã·∏þ»æ¡œµƒ¿˚”√¬ £¨≤¢«““≤”––ßµÿΩµµÕ”æ“∆œ÷œÛ°£≤…”√–¬–Õµƒ∂®¡ø—π‘˛–¬π§“’∂‘√Þ÷ØŒÔΩ¯––‘˛“ª∫Ê“ª‘˛“ª∂—»æ…´£¨≤‚ ‘∂—÷√«∞≤ªÕ¨‘˛”ý¬ œ¬µƒ»æ…´Ω·π˚£¨≤¢”Î¥´Õ≥µƒ¿‰‘˛∂—»æ…´Ω¯––∂‘±»£¨Ω·π˚»Á±Ì1À˘ æ°£
”…±Ì1ø…÷™£¨≤…”√‘˛“ª∫Ê“ª‘˛“ª∂—»æ…´π§“’∂‘√Þ÷ØŒÔΩ¯––¿‰∂—»æ…´£¨µ±‘˛”ý¬ 35%◊Û”“°¢∂—÷√ ±º‰24h£¨»æ…´÷،Եƒ…œ»æ¬ √˜œ‘∏þ”⁄¥´Õ≥¿‰‘˛∂—»æ…´π§“’£¨«“∏˜œÓ…´¿Œ∂»÷∏±Íœýµ±°£µ±÷،ԑ˛”ý¬ ≥¨π˝35%£¨ÀÊ‘˛”ý¬ µƒ‘ˆº”£¨»æ¡œÀÆΩ‚≥Ã∂»º”«ø£¨…œ»æ¬ ÷Ω•ΩµµÕ£ªµ±÷،ԑ˛”ý¬ µÕ”⁄35U/o ±£¨ÀÊ‘˛”ý¬ µƒ÷≤ΩΩµµÕ£¨ÀÆ∑÷π˝…Ÿ£¨∂‘œÀŒ¨µƒ»Ð’Õ◊˜”√∫Õ∂‘»æ¡œµƒ‘ˆ»Ð◊˜”√≤ª◊„£¨…œ»æ¬ ÷Ω•ΩµµÕ°£ 2.2.2 …œ»æ¬ ∑÷±≤…”√¥´Õ≥𧓒∫Õ–¬π§“’∂‘√Þ÷ØŒÔΩ¯––∂—÷√»æ…´£¨»æ…´÷،ԵƒK/S÷µ∫ÕπÃ…´¬ Ω·π˚»Á±Ì2À˘ æ°£ ±Ì2 ¥´Õ≥𧓒∫Õ–¬π§“’µƒ…œ»æ«Èøˆ
”…±Ì2ø…÷™£¨≤…”√‘˛“ª∫Ê“ª‘˛“ª∂—»æ…´π§“’∂‘√Þ÷ØŒÔΩ¯––¿‰∂—»æ…´£¨÷،ԵƒK/S÷µ∫ÕπÃ…´¬ ¥´Õ≥𧓒œý±»æ˘”–À˘Ã·∏þ£¨”»∆‰ «πÃ…´¬ ±»¥´Õ≥𧓒»æ…´÷،Եƒ”–√˜œ‘÷∏þ°£’‚ «“ÚŒ™∂®¡ø—π‘˛µƒ‘˛“ª∫Ê“ª‘˛“ª∂—»æ…´π§“’÷–»æ¡œµƒÀÆΩ‚≥Ã∂»¥ÔµΩ¡Àº´œÞµÕµƒÀÆ∆Ω£¨»æ¡œµƒ¿˚”√¬ √˜œ‘±»¥´Õ≥𧓒∏þ£¨”…¥À“≤ºı…Ÿ¡À∫Û–¯µƒÀÆœ¥∏∫∫…°£¥ÀÕ‚£¨”…”⁄»æ¡œ∫ÕºÓº¡‘⁄‘˛ºÓ÷Æ«∞ÕÍ»´≤ªΩ”¥•£¨»æ¡œŒÞ–ËΩ¯»ÎºÓ“∫µƒ¡œ≤€£¨“Ú¥Àø…“‘ÕÍ»´≤ª–Ë“™ŒÞª˙—Œ°£ 2.2.3 …´¿Œ∂» ∑÷±≤…”√¥´Õ≥𧓒∫Õ–¬π§“’∂‘÷ØŒÔΩ¯¿‰∂—»æ…´£¨÷،Եƒ∏˜œÓ…´¿Œ∂»≤‚ ‘Ω·π˚»Á±Ì3À˘ æ°£ ±Ì3 ¥´Õ≥𧓒∫Õ–¬π§“’µƒ…´¿Œ∂»
”…±Ì3ø…÷™£¨≤…”√‘˛“ª∫Ê“ª‘˛“ª∂—»æ…´π§“’£¨ø…“‘∂‘√Þ÷ØŒÔ µœ÷…ŸÀƌޗŒ»æ…´£¨«“∏˜œÓ…´¿Œ∂»÷∏±Íæ˘¥ÔµΩ¥´Õ≥¿‰‘˛∂—»æ…´µƒπ§“’ÀÆ∆Ω°£ 2.3 ƒÐ∫ƒ∂‘±» ”…”⁄‘˛-∫Ê-‘˛-∂—»æ…´π§“’‘ˆº”¡À∫Ê∏…π˝≥㨑ˆº”¡À“ª∂®µƒƒÐ∫ƒ°£µ´ «£¨”…”⁄»æ“∫µƒ¥¯“∫¡ø∫еÕ(35%◊Û”“)£¨“Ú¥À∫Ê∏…µƒπ˝≥Ã∫Ð∂㨃Ð∫ƒ“≤∫еգ¨œýΩœ”⁄÷…˝≤˙∆∑µƒ÷ ¡ø“‘º∞ºı…ŸÀÆœ¥º∞ÀÆ¥¶¿Ì∏∫∫…£¨ΩµµÕ»æ¡œ∫ÕºÓº¡µƒ”√¡ø£¨”–œÞµƒƒÐ∫ƒ”¶∏√ «ø…“‘Ω” еƒ“‘º”π§∑˘øÌ1.4 m°¢130 g/m2¥ø√Þª˙÷،Ԍ™¿˝£¨∞¥350/0µƒ‘˛”ý¬ £¨“‘30 m/minµƒ≥µÀŸº∆£¨√ø–° ±÷ª–ËΩ´115 L ÀÆ¥” “Œ¬º”»»±‰≥…’Ù∆˚£¨Õ¨ ±Ω´328 kg÷،ԥ” “Œ¬º”»»µΩ100°Ê£¨◊еƒƒÐ∫ƒ‘ºŒ™3ÕÚ¥Ûø®£¨»Áπ˚≤…”√ÃÏ»ª∆¯º”»»£¨»»ƒÐ µº ¿˚”√¬ ΩœµÕ£¨‘ºŒ™40%£¨∆‰∫Ê∏…π˝≥ÃÃÏ»ª∆¯”√¡ø‘ºŒ™10m3£Øh(»»¡ø‘ºŒ™80 000¥Ûø®)£¨∞¥ÃÏ»ª∆¯4‘™/m3£¨‘Ú√ø–° ±ƒÐ∫ƒ∑—”√Œ™40‘™£¨º”…œ…˱∏”√µÁ£¨∆Ωæ˘√ø∆Ω∑Ω√◊÷،ԃÐ∫ƒµÕ”⁄0.02‘™£¨º”…œ»Àπ§°¢≥°µÿ°¢…˱∏’€æ…£¨√ø∆Ω∑Ω√◊µÕ”⁄0.05‘™°£”Ƭ𧓒Ω⁄‘º»æ¡œ∫Õ÷˙º¡µƒº€÷µ¥Û÷¬œýµ±£¨∂¯–¬π§“’≤ªµ•Ω⁄ °¥Û¡øµƒÀÆ£¨ΩµµÕ¥Û¡øµƒŒ€ÀÆ≈≈∑≈£¨∏¸÷ÿ“™µƒ «–¬π§“’øÀ∑˛¡À”æ“∆¥¯¿¥µƒ÷ ¡øŒ £¨º”…œ∫Ê∏…π˝≥ÃÕ¨ ±∆µΩ¡ÀÕ∏∑Áµƒ◊˜”√£¨»∑±£¡À≤˙∆∑÷ ¡ø°£ 2.4 ◊¢“‚ ¬œÓ (1) ”…”⁄œÓƒø𧓒µƒ¿˚”√¬ ∏þ£¨º”π§œýÕ¨≤˙∆∑ ±”¶ µ±ºı…Ÿ»æ¡œº∞÷˙º¡µƒ¡ø£®‘º15%°™20%£©£ª (2) ”…”⁄‘˛“∫÷– º÷’¥Ê‘⁄“ª–©÷˙º¡£¨æ°πЖ°≤ø∑÷÷ØŒÔø…“‘ µœ÷√‚ÀÆœ¥»æ…´£®±»»Á»À‘Ï∏Ôª˘≤ºµ»π§“µ”√≤º£©£¨µ´∂‘¥Û≤ø∑÷÷،Ա»»Á∑˛ Œ¿ý÷،Ի慴∫Û»‘–Ëæ≠ºÚµ•µƒÀÆœ¥π˝≥㨓‘œ¥≥˝≤º√Ê≤–¡Ùµƒ÷˙º¡°£ (3) ”…”⁄≤…”√±æœÓƒø𧓒 ±¥¯“∫¡øΩœµÕ£¨œý±»”⁄¥´Õ≥µƒ‘˛»æ£¨»æ¡œ∫Õ÷˙º¡µƒ≈®∂»–Ë“™Ã·∏þ£¨’‚—˘≤≈ƒÐπªµ√µΩ”Î¥´Õ≥‘˛»æ“ª÷¬µƒ»æ…´–ßπ˚°£±»»Á£¨≥£πÊ𧓒»æ…´»æ“∫Œ™20 g/L£¨60%‘˛”ý¬ £¨‘Ú√ø100 g≈˜≤º…œ‘˛»æ¡œ1.2 g°£∞¥–¬π§“’‘˛”ý¬ 30%£¨æÕ–Ë40 g/L°£»Áπ˚≥£πÊ60 g/L£¨‘Ú√ø100 g≈˜≤º…œ‘˛»æ¡œ3.6 g°£–¬π§“’æÕ“™120 g/L≤≈ƒÐ¥ÔµΩÕ¨—˘…´…Ó°£µ´ «”…”⁄–¬π§“’Ω⁄‘º»æ¡œ20%◊Û”“£¨‘Ú–¬π§“’»æ¡œ≈®∂»∑÷±Œ™32 g/L∫Õ96 g/Lº¥ø…¥ÔµΩ100 g≈˜≤º1.2 g∫Õ3.6 gµƒ…´…Ó°£ 3 Ω·¬€ ≤…”√‘˛-∫Ê-‘˛-∂—»æ…´π§“’£¨ŒÞ–Ë π”√ŒÞª˙—Œ£¨ø… µœ÷∂‘¥ø√Þ÷،Եƒ…ŸÀÆœ¥»æ…´°£»æ…´Ãıº˛Œ™£∫‘⁄—°‘Ò∫œ µƒ∂®¡ø—π‘˛…Ë±∏µƒ«∞÷œ¬£¨‘⁄‘˛”ý¬ 35%°¢∂—÷√ ±º‰10-24 hµƒÃıº˛œ¬£¨ø… µœ÷√Þ÷،ԅŸÀÆœ¥ŒÞ—Œ»æ…´°£”Î¥´Õ≥¿‰‘˛∂—»æ…´π§“’œý±»£¨∏√–¬π§“’ø…÷∏þ»æ¡œ…œ»æ¬ £¨»æ∆∑÷ ¡ø¥ÔµΩ¥´Õ≥𧓒µƒÀÆ∆Ω£¨ªπƒÐΩ⁄‘º”√ÀÆ°¢Ω⁄ °»æ¡œ∫Õ÷˙º¡£¨≤¢«“ŒÞ–Ëøº¬«»æ¡œµƒƒÕºÓ–‘Œ £¨¿©¥Û¡À»æ¡œ∫Õ÷˙º¡µƒ—°‘Ò∑∂Œß°£ ≤ŒøºŒƒœ◊£∫ [1] √´÷æ∆Ω£Æ“ª÷÷ªÓ–‘»æ¡œ≥±πÃ…´¡¨–¯ªØ»æ…´∑Ω∑®[P].÷–π˙◊®¿˚ZL 201911081088.3£¨2019.11.07. [2] ’≈—£¨“ª÷÷ªÓ–‘»æ¡œ¿‰‘˛∂—»æ…´…˱∏∫ջ慴∑Ω∑®[P].÷–π˙◊®¿˚ZL 201510828241.X.2015.11.25. [3] ∑øøÌæ˛£Æ“ª÷÷÷،ԵƒªÓ–‘»æ¡œŒÞ—Œ»æ…´∑Ω∑®[P].÷–π˙◊®¿˚ZL 201811644200.5£¨2018.12.30. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||