|
|
|
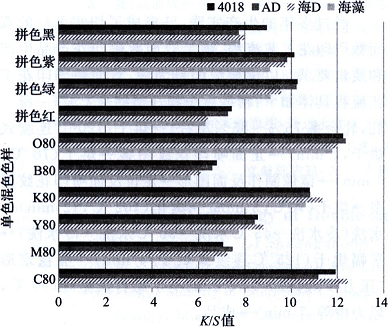
ЫЋУцЪ§ТыЛюадгЁЛЈЙЄве2021-05-12ЮтУїЛЊ РюЫЋжв еуНРэЙЄДѓбЇ ЮтУїЛЊ КМжнЭђЪТРћЫПГёЪ§ТыгЁЛЈгаЯоЙЋЫО РюЫЋжв еЊ вЊЃКЫЋУцЪ§ТыгЁЛЈЪЧвЛжжВЩгУХчгЁЕФЗНЪНдкУцСЯе§ЗДУцгЁжЦДяЕНе§ЗДУцЩЋВюаЁЛђЭЌЛЈвьЩЋЁЂвьЛЈвьЩЋаЇЙћЕФгЁЛЈЙЄвеЁЃЮЊСЫЛёЕУЪ§ТыгЁЛЈУцСЯе§ЗДУцЯрНќбеЩЋЭМАИЃЌзмНсСЫЧАДІРэЁЂОЋзМЖЈЮЛХчгЁКЭгЁКѓДІРэЕШЙиМќЙЄвеМАЦфЙЄвезЂвтЕуЁЃбаОПСЫКЃдхНЌЁЂКЃDНЌСЯЁЂADНЌСЯКЭ4018НЌСЯЖдгкВЛЭЌЩЋЕїФЋЫЎХчгЁЕФЕУЩЋСПКЭЩјЭИадЃЌгХбЁГіADНЌСЯКЭ4018НЌЮЊЫЋУцЪ§ТыгЁЛЈЕФЧАДІРэНЌСЯЃЛЭЈЙ§ВЩгУШэМўЖЈЮЛКЭЭМаЮДІРэЯЕЭГзЊЛЛЛЈаЭМАОЋШЗЖЈЮЛКѓдйЗДУцХчгЁШОСЯФЋЫЎЕФЗНЗЈЃЌДяЕНЫЋУцОЋзМЖЈЮЛгЁЛЈЕФФПЕФЃЛЭЌЪБЬНЫїСЫКѓДІРэЖдВњЦЗжЪСПЕФгАЯьвђЫиЁЃбаОПКЭЪЕМљБэУїЃЌЭЈЙ§ЩЯЪіЙЄвеЕФАбПиЃЌПЩвдШЁЕУСМКУЕФЫЋУцЪ§ТыгЁЛЈжЪСПЁЃ ЙиМќДЪЃКЫЋУцЪ§ТыгЁЛЈ гЁЛЈНЌСЯ ХчгЁЙЄве НЌСЯХфЗН дкЪ§ТыгЁЛЈжаЃЌВЛТлЪЧЕгТкжЏЮяЗжЩЂШОСЯжБНгХчФЋгЁЃЌЛЙЪЧХчгЁКѓдйзЊвЦгЁЛЈЃЌвдМАеыЖдУоТщЫПУЋЕШЬьШЛЯЫЮЌжЏЮяХчФЋгЁЛЈЃЌвЕНчЦеБщВЩгУЕЅУцХчФЋгЁЛЈЁЃгЩгкФЋЫЎЁЂНЌСЯЛђХчФЋгЁЛЈЙЄвеММЪѕЕШдвђЃЌФПЧАЪ§ТыгЁЛЈВњЦЗЦеБщДцдк3ИіШБЯнЃК aЃЉ ЁАТЖАзЁБЃКЖдгкгОвТЁЂаЌУцЁЂМвЗФЕШЕЏСІУцСЯЕФЪ§ТыХчФЋгЁЛЈВњЦЗ]ЃЌгУЪжРЩьЛђФцЯђбЙУўжЏЮяЃЌЛЈЮЦДІЛсТЖГіАзЕзЃЌбЯжигАЯьВњЦЗЦЗжЪЁЃ bЃЉЁАЗЫПЁБЃКгЩгкГЃЙцХчФЋгЁЛЈФЋЫЎЩјЭИадВюЃЌгЁЛЈЪБжЛХчгЁдкУцСЯБэУцЃЌФбвдЩјЭИЕНФкВПЁЃгЩДЫгЁЛЈУцСЯЗьжЦЕФвТЗўЁЂЮЇНэЕШЃЌЗьжЦеыблДІЛсТЖГіАзЩЋЯпблЁЃгШЦфВЩгУЧЧЦфЁЂЫЋчЇЕШЩДЯпФэЖШИпЧвжЏЮязщжЏНсЙЙЪшЫЩЕФУцСЯжЦГЩЕФЮЇНэдкДЉДїЙ§ГЬжаЃЌЭМАИЛЈЮЦДІИќвзТЉГіАзЯпЁЃ cЃЉЁАе§ЗДВюЁБЃКГЃЙцЕЅУцХчФЋгЁЛЈЃЌЛЈЮЦЭМАИНЌВЛФмгааЇЩјЭИЕНУцСЯЗДУцЃЌдьГЩКёжиУцСЯЭМАИЛЈЮЦе§ЗДУцЩЋВюДѓЁЃОЁЙмФПЧАаэЖрГЇМвЭЦГіЩјЭИФЋЫЎЛђЩјЭИХчФЋгЁЛЈЙЄвеЃЌвВФбвдНтОіДЫРрЮЪЬтЁЃСэЭтЃЌХчФЋгЁЛЈУцСЯГЄЦквдРДЕЅвЛЕФБэЯжаЮЪНЃЌМДжЛдкУцСЯЕФвЛУцгЁгаЭМАИЛЈЮЦЃЌСэвЛУцПеАзЃЌМЋДѓЕиЯожЦСЫВњЦЗЩшМЦвтЭМЕФБэЯжКЭВњЦЗЕФЗчИёЖрбљадЁЃ ЮЊСЫНтОіЩЯЪіШБЯнЃЌдкЛљгкОЋзМЖЈЮЛХчФЋгЁЛЈЕФЛљДЁЩЯЃЌзіСЫДѓСПЕФЪдбщЃЌЭЈЙ§гЁЛЈЧАДІРэНЌСЯЕФПЊЗЂЃЌвдМАЪ§ТыХчгЁМАХчгЁКѓДІРэЙЄвеММЪѕИФСМЃЌзмНсУўЫїГіСЫРћгУЪ§ТыОЋзМЖЈЮЛХчФЋгЁЛЈММЪѕЃЌЪЙФЋЫЎФмДгУцСЯЕФе§ЗДСНУцЭЌЪБЭљжЏЮяФкВПЩјЭИЃЌДяЕНМШОпгаСМКУЕФОЋЯИЖШЃЌгжФмНтОіУцСЯРяВуЩДЯпЮоЩЋПЩЩЯЕФЮЪЬтЃЌЭЌЪБвВНтОіСЫЫЋУцЪ§ТыгЁЛЈВњЦЗеєЛЏДюЩЋКЭЩЋРЮЖШВюЕФЮЪЬтЃЌБЃжЄСЫЫЋУцЪ§ТыгЁЛЈВњЦЗЕФжЪСПЃЌДгЖјПЊЭиСЫЪ§ТыгЁЛЈВњЦЗЩшМЦвтЭМЕФБэЯжКЭВњЦЗЕФЗчИёЖрбљадЁЃгЩгкЫЋУцЪ§ТыгЁЛЈЫљЩцЙЄвеЕуКЭжњМСжжРрНЯЖрЃЌБОбаОПНіОЭМИИігАЯьВњЦЗжЪСПЕФЙиМќЙЄвеЕуМАЙЄвевђЫиЃЌДггЁЛЈХїВМбЁдёЁЂЩЯНЌНЌСЯЁЂХчгЁПижЦКЭеєЯДКѓДІРэЕШЗНУцРДНщЩмЫЋУцЪ§ТыгЁЛЈЙЄвеММЪѕЁЃ 1 ЫЋУцЪ§ТыгЁЛЈХїВМЩИбЁ ЫЋУцЪ§ТыгЁЛЈЙиМќММЪѕдкгкЪ§ТыгЁЛЈОЋзМЖЈЮЛЃЌЮЊСЫЪЕЯжОЋзМЖЈЮЛЃЌИУгЁЛЈЙЄвеЖдХїВМЕФвЊЧѓЯрЖдНЯИпЁЃбЁдёХїВМашвЊзЂвтвдЯТМИЕуЃК aЃЉбЁгУУцСЯаЮБфаЁЮШЖЈадКУЕФЫѓжЏЮяУцСЯЃЌУцСЯВЛвЊНєБпЛђЫЩБпЃЌЫјБпЯпзюКУгыУцСЯВФжЪвЛжТ. bЃЉУцСЯЮГаБПижЦдк2%вдФкЃЌЮГаБЬЋДѓЛсдіМгОЋзМЖЈЮЛвдМАЖЈЮЛХчгЁЕФФбЖШЃЌгАЯьЫЋУцЪ§ТыгЁЛЈВњЦЗжЪСПЃЛ cЃЉжЏЮяЯЫЮЌГЩЗжЮЊДПУоЛђДПецЫПЃЌвђЮЊЛьЗФУцСЯашвЊЖржжШОСЯзХЩЋЃЌдіМггЁЛЈЙЄвеВйзїКЭПижЦЕФФбЖШЃЛ dЃЉУцСЯВЛФмОЙ§ШсШэДІРэЛђЦфЫћЭПВуДІРэЃЌвђЮЊШсШэМСЁЂЭПВуНКЕШВФСЯгАЯьФЋЫЎЩјЭИКЭЩЯЩЋОљдШадЃЛ eЃЉбЁгУСНУцзщжЏНсЙЙЯрЭЌЕФУцСЯЃЌШчЫЋУцЖаЁЂаБЮЦГёКЭЫЋчЇЕШЃЌБмУтвђжЏЮязщжЏВЛЭЌв§Ц№ЕФгЁЛЈЭМАИЕФвьЩЋКЭвьаЮЁЃ ЫичЇЖаРрУцСЯвђЮЊУцСЯСНУцЙтдѓЁЂзщжЏНсЙЙЕФВЛЭЌЖјгАЯьгЁЛЈХчгЁЩЋВЪЭЌЩЋадЁЃ fЃЉУцСЯВМУцpHжЕЮЊ7зѓгвЃЌ30minУцСЯУЋаЇДяЕН10ЁЋ12cmЃЌБЃжЄХчгЁФЋЫЎЖдУцСЯЕФШѓЪЊКЭзнЯђЩјЭИЁЃ 2 ЫЋУцЪ§ТыгЁЛЈЙЄвеСїГЬ ОЙ§ЖрФъЕФЩњВњЪЕМљЃЌвбаЮГЩСЫЧаЪЕПЩааЕФЫЋУцЪ§ТыгЁЛЈЙЄвеСїГЬЃЌТњзуЫЋУцЪ§ТыгЁЛЈВњЦЗЩњВњКЭжЪСПвЊЧѓЁЃвдУоЫѓжЏУцСЯЮЊР§ЃЌЫЋУцЪ§ТыгЁЛЈЙЄвеСїГЬОпЬхШчЯТЃК ОЋСЗКѓжЏЮяЁњећЮГЁњЩЯНЌЃЈвЛНўвЛдўЃЌдўгрТЪ75%ЁЋ85%зѓгвЃЉЁњКцИЩЃЈ120ЁцСЌајЪНКцИЩЃЌ4 minЃЉЁње§УцХчгЁЛЈЮЦЭМАИЁњКцИЩ(70ЁцЃЌ3min)ЁњОЕЯёжЦзїЗДУцЭМаЮЁњЖЈЮЛЗДУцХчгЁЛЈЮЦЭМАИЁњКцИЩ(70ЁцЃЌ3min)ЁњеєЛЏ(102ЁцЃЌ12min)ЁњЫЎЯДЃЈРфЫЎЯДЁњ45ЁцЫЎЯДЁњ90ЁцЫЎЯДЁњРфЫЎЯДЃЉЁњЦНЗљКцИЩЃЈ125ЁцСЌајЪНКцИЩЃЌ4 minЃЉЁњФиЬКЖЈаЮЃЈбЙСІ3 kgЃЌ120ЁцЃЌ4 minЃЉЁњЪжИаДђЗчећРэ(50ЁцЃЌЗчСІжаЕШЃЌ7min)ЁњГЩЦЗЁЃ 3 ЖЈЮЛЪ§ТыгЁЛЈЕФЧАДІРэЙЄве НсКЯЖрФъРДЖдЪ§ТыХчгЁЫљгУНЌСЯадФмЕФШЯЪЖМАЫЋУцЪ§ТыХчФЋгЁЛЈЩЯНЌОбщЃЌгХбЁСЫ4жжК§СЯЃЌАДееБэlДІЗНХфжЦЩЯНЌНЌСЯЁЃОпЬхЗНЗЈЃКдкШнЦїжаМгШыЯргІСПЕФЫЎЃЌЯШНЋдЊУїЗлМгШыЫЎжаШмНтЃЌдйМгШыФђЫиНСАшВЂШмНтЁЃНЋК§СЯМгШыЦфжаЃЌНСАшжСУЛгаЭХзДПХСЃЃЛзюКѓМгаЁЫеДђНСАшОљдШЃЌЗХжУ3hКѓНСАшОљдШЁЂЙ§ТЫМДПЩЁЃАДЩЯЪіЫЋУцЪ§ТыгЁЛЈЙЄвеСїГЬжаЩцМАЕФЙЄвеЩЯНЌЃЌЩЯНЌКѓНјааУожЏЮяЕЅУцХчгЁЩЋПщЃЌВЩгУАЎЩЋРіЙЋЫОЕФilВтЩЋХфЩЋвЧВтЖЈгЁЛЈжЏЮядкзюДѓЮќЪеВЈГЄДІЕФK/SжЕЃЌВЩгУВтЩЋХфЩЋвЧдкD65ЙтдДЯТВтЪдЫЋУцгЁЛЈжЏЮяе§ЗДУцЕФK /SжЕЃЌЭЈЙ§ЩјЭИТЪМЦЫуЪНЃКЩјЭИТЪЃЏ%=ЃЈгЁЛЈжЏЮяБГУцK/SжЕЃЏгЁЛЈжЏЮяе§УцK/SжЕЃЉЁС100ЃЌМЦЫугЁЛЈжЏЮяЕФЩјЭИТЪЃЌНсЙћМћЭМlКЭЭМ2ЁЃ Бэ1 УоРржЏЮяЩЯНЌНЌСЯХфЗН
зЂЃКDGTК§СЯЮЊИФадЕэЗлК§СЯЃЈЩНЖЋУїдТЛЏЙЄгаЯоЙЋЫОЃЉЃЛADНЌСЯЮЊОлБћЯЉЫсѕЅКЭИФадЖрЬЧЛьКЯНЌСЯЃЈКМжнКъЛЊЪ§ТыПЦММЙЩЗнгаЯоЙЋЫОЃЉЃЛ4018К§СЯЮЊОлБћЯЉЫсжЌРрК§СЯЃЈКМжнАВХЕЛЏЙЄгаЯоЙЋЫОЃЉЁЃ
ЭМl 4жжНЌСЯЖдгЁжЦЩЋПщЕФK/SжЕгАЯь ЭМ1ЮЊ10жжГЃгУЕЅЩЋШОСЯКЭЦДЩЋШОСЯдк4жжЫљбЁНЌСЯЩЯНЌжЏЮяЕФЩЋПщЫљВтЕУЕФK/SжЕЁЃЭМ1 жаЕФКсзјБъЮЊГЃгУЕФЪ§ТыХчгЁЕФЕЅЩЋФЋЫЎЕФжаЁЂЩюЩЋвдМАЦДЩЋШОСЯЫљХчгЁЩЋПщЃЌЫљбЁНЌСЯЮЊКЃдхНЌЁЂКЃDНЌЁЂADНЌЁЂ4018НЌЃЌзнзјБъЮЊЩЋПщдкЯргІНЌСЯЯТЕФгЁЛЈВњЦЗK/SжЕЁЃ
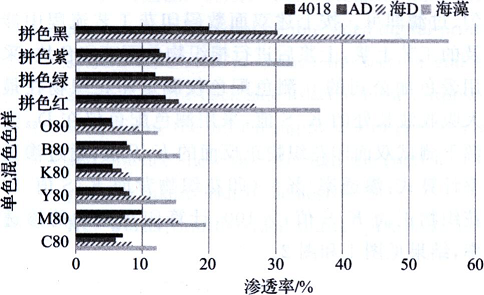
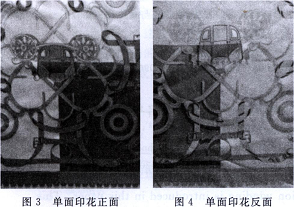
ЭМ2 4жжНЌСЯгЁжЦВњЦЗЛЈЮЦЕФЩјЭИад ЭМ2ЪЧЩЯЪі4жжЫљбЁК§СЯХфжЦЕФНЌСЯдк10жжГЃгУЕЅЩЋШОСЯКЭЦДЩЋШОСЯЩЋПщВтЕУЕФЩјЭИТЪЁЃКсзјБъЮЊГЃгУЕФЪ§ТыХчгЁЕФЕЅЩЋФЋЫЎЕФжаЁЂЩюЩЋвдМАЦДЩЋШОСЯЫљХчгЁЩЋПщЃЌК§СЯЮЊКЃдхНЌЁЂКЃDНЌЁЂADНЌЁЂ4018НЌЃЌзнзјБъЮЊЯргІЕФК§СЯЩЋПщЕФЩјЭИТЪЁЃ ДгЭМ1ПДГіХчгЁЩЋЩюЖШK/SжЕДѓаЁЫГађЮЊЃК4018НЌСЯ>ADНЌ>КЃDНЌ>КЃдхНЌЁЃ ДгЭМ2ПДГіК§СЯЩјЭИадФмДѓаЁЫГађЮЊЃККЃдхНЌ>КЃDНЌ>ADНЌ>4018НЌСЯЁЃ ЯрЖдЕЅУцХчгЁгЁЛЈЃЌЫЋУцЭЌЩЋгЁЛЈдкНЌСЯбЁдёЩЯгаЦфЬиЪтЕФвЊЧѓЃЌШчашвЊНЌСЯОпгаСМКУЕФБЇЫЎадЃЌ гШЦфБЁаЭУцСЯЃЌЖдНЌСЯБЇЫЎадвЊЧѓИќИпЁЃзлКЯЩјЭИадКЭгЁЛЈK/SжЕЪдбщНсЙћКЭгЁЛЈЖдНЌСЯБЇЫЎадФмвЊЧѓЕФОбщЃЌбЁдёСЫЪЪКЯгкЫЋУцОЋзМЖЈЮЛгЁЛЈЕФНЌСЯЮЊADНЌКЭ4018НЌЃЌЖрФъЕФЩњВњЪЕМљБэУїЃЌЫљгХбЁЕФНЌСЯФмНЯКУЕиТњзуЫЋУцЪ§ТыгЁЛЈВњЦЗжЪСПвЊЧѓЁЃ 4 ЫЋУцЪ§ТыгЁЛЈЕФХчгЁЙЄве ЫЋУцОЋзМЖЈЮЛЪ§ТыгЁЛЈзюЙиМќКЭзюФбЕФЛЗНкдкгкШчКЮОЋШЗЖЈЮЛХчгЁЗДУцЁЃгЩгкУцСЯШсШэЕФЬиадЃЌгЁКУе§УцвдКѓдйЗЙ§РДгЁжЦЗДУцЕФЙ§ГЬжаЛЈаЭЛсВњЩњБфаЮЃЌЕМжТЗДУцВЛФмвде§УцЛЈаЭЕФОЕЯёЭМАИжБНгХчгЁЃЌашвЊВЩгУШэМўЖЈЮЛКЭЭМаЮДІРэЯЕЭГзЊЛЛЛЈаЭКЭОЋШЗЖЈЮЛКѓдйХчгЁШОСЯФЋЫЎЃЌДяЕНЫЋУцОЋзМЖЈЮЛгЁЛЈЕФФПЕФЁЃ БОбаОПРћгУAtcameraШэМўРДЪЕЯжОЋШЗЖЈЮЛКЭзЊЛЛЛЈаЭЃЌбЁдёКъЛЊDBP-3020ЛњЦїНјааХчгЁЃЌХчгЁОЋЖШПЩВЩгУ600ЁС600dpi-2passЛђ600ЁС600dpi- 3passЁЃХчгЁЙЄађжагавдЯТ3ИіЗНУцашвЊЬиБ№зЂвтЃК a) жЦзїКЭбЁдёгыЫЋУцгЁЛЈУцСЯЯрЦЅХфЕФУмЖШЧњЯпКЭЩЋВЪзЊЛЛЧњЯпЁЃУмЖШЧњЯпЪЧЮЊСЫПижЦФЋЕЮХчЕНУцСЯЩЯГіЯжЕудівцЯжЯѓВЂв§Ц№ЩјЛЏЖјНЈСЂЪЕМЪФЋСПКЭЪгОѕаЇЙћжЎМфЖдгІЙиЯЕЕФЧњЯпЃЌЫќЪЙЕЅИіФЋЫЎНЅБфОљдШЃЌВуДЮЗсИЛЃЌДгЖјЕУЕНРэЯыЕФЪфГіаЇЙћЁЃRIPГЬађвРОнДђгЁЛњICCЩшБИЩЋВЪЬиеїЧњЯпЃЌНЋЭМЯёRGBбеЩЋЪ§ОнзЊЛЛГЩДђгЁЛњЕФCЁЂMЁЂYЁЂKЁЂBЁЂOЕШФЋЫЎЭЈЕРЪ§ОнЃЌВЛЭЌЕФДђгЁЛњЛђВЛЭЌЕФУцСЯгІИУХфжУВЛЭЌЕФICCЩшБИЩЋВЪЬиеїЧњЯпЃЌВХФмЪЙЩшБИБЃГжЯрЖдЭГвЛЕФЩЋВЪБэЯжаЇЙћЁЃЫЋУцгЁЛЈСНУцЖМвЊХчгЁФЋЫЎЃЌЫљвдЦфУмЖШЧњЯпКЭЩЋВЪзЊЛЛЧњЯпОЭвЊгагыжЎЯрЪЪгІЕФПижЦГЬађЁЃ b) ЩшжУЖЈЮЛЕуКѓНјааБГУцДђгЁЪБашМгЧПМьВщКЭОРЦЋЁЃетЪЧЫЋУцХчФЋгЁЛЈЕФжиЕуКЭФбЕуЃЌМДвЊПижЦКУДђгЁЙ§ГЬжаЛЈаЭЕФећЬхОРЦЋКЭОжВПЮЛвЦЃЌвЊЧѓВЛЖЯбВВщКЭМрЪгЃЌШэМўВЛФмздЖЏОРе§ЪБвЊЪжЖЏОРе§ЁЃ c) ХчгЁЭъГЩКѓвЊУмЗтДцЗХгкЪвЮТЯТЃЌЯрЖдЪЊЖШаЁгк30%ЃЌЪБМфВЛГЌЙ§24 hЃЌД§еєЯДЁЃ5 КѓДІРэЙЄвеВЮЪ§МАЗжЮі ЫЋУцЪ§ТыгЁЛЈЕФКѓДІРэЙЄвеРрЫЦгкЕЅУцЪ§ТыгЁЛЈЃЌжївЊОЙ§еєЛЏЃЌЫЎЯДЃЌЖЈаЮЃЌДђЗчЕШСїГЬЁЃЦфЙЄвеВЮЪ§ЗжБ№ШчЯТЃК a) ЛюадШОСЯеєЛЏЙЄвеЃКеєЛЏЮТЖШ100ЁЋ102ЁцЃЛеєЛЏЯрЖдЪЊЖШ80%ЃЛеєЛЏЪБМф8ЁЋ15minЃЈУоЛђецЫПжЏЮяЃЉЁЃ ЧјБ№гкЕЅУцЪ§ТыгЁЛЈЕФЙиМќЕудкгкЫЋУцЪ§ТыгЁЛЈжЏЮяЫЋУцЖМгабеЩЋКЭЛЈаЭЃЌЮЊСЫБЃжЄСНУцЗЂЩЋЕФОљдШадЃЌвЊЮШЖЈПижЦКУеєЯфЪЊЖШЃЌЯрЖдЪЊЖШБЃГждк80%ЃЈе§ИКВЛГЌЙ§5%ЮЊзюМбЃЉЃЛЭЌЪБЮЊЗРжЙУцСЯдкеєЯфЯфЬхФкЛЌЖЏеДЩЋЃЌвЊЧѓдкеєЛЏЪБСНУцЖМвЊЕцЩЯЕМВМЁЃ b) ЛюадШОСЯгЁЛЈЕФЫЎЯДЙЄвеЃК РфЫЎЯДЃЌФцСїЦНЯД1ЁЋ5 minЁњ40ЁЋ50ЁцЮТЫЎЯДЁњдэЯДЁњ40ЁЋ50ЁцЮТЫЎЁњРфЫЎЯДОЛЁњРЗљЖЈаЮЁЃ дэЯДЙЄвеЃК ЮоХндэЯДМС 4 g/LЁЃ дэЯДЪБМф 5ЁЋ8 min дэЯДЪБМфПЩЪгжЏЮяЕФКёБЁзїЪЪЕБдіМѕЁЃ 6 ЫЋУцЪ§ТыХчФЋгЁЛЈЕФЭМР§еЙЪО жЛгае§ШЗРэНтЫЋУцгЁЛЈЕФдРэЃЌеЦЮеХчгЁЛњЦїКЭШэМўЕФВйзїЗНЗЈЃЌЩњВњЙ§ГЬжаМгЧПМрЙмЃЌВХФмХчгЁГіе§ЗДУцЭъШЋОЋШЗЖЈЮЛЕФЫЋУцгЁЛЈУцСЯЁЃЭЈЙ§жЧФмЖЈЮЛгЁЛЈЯЕЭГгЁжЦУцСЯЕФДѓСПЪЕбщЃЌе§ЗДУцЖЈЮЛЮѓВюФмПижЦдк0.3 mmжЎФкЃЌе§ЗДУцЩЋВюФмПижЦдк4.МЖвдЩЯЃЌПЩвдЪЕЯжЫЋУцгЁЛЈЕФФПЕФЁЃЭМ3-ЭМ6ЪЧДЋЭГЕЅУцгЁЛЈКЭЫЋУцгЁЛЈЕФе§ЗДУцЪЕЮяЭМР§ЁЃ
дэЯДЮТЖШЃКУожЏЮявЛАу85ЁЋ95ЁцЃЌЫПжЏЮявЛАу80ЁЋ90ЁцЁЃ ЫЋУцгЁЛЈгЩгкЦфЫљИНДјНЌСЯКЭФЋЫЎСПНЯЖрЃЌвЊЧѓЪЪЕБбгГЄИїЕРЫЎЯДЪБМфКЭЬсИпдэЯДЮТЖШЃЌвдБугкНЌСЯКЭИЁЩЋЕФГЙЕзЯДИЩОЛЃЌЬсЩ§ВњЦЗЦЗжЪЁЃ c) РЗљЖЈаЮ ВЩгУвЛНўвЛдўКѓКцИЩЙЄвеЁЃНўдўМгШыЙЬЩЋМСКЭШсШэМСНјааРЗљЖЈаЮЃЌМгШыЙЬЩЋМСCEOЕФСПЪгбеЩЋЩюЧГПижЦдк0.3%ЁЋ0.5%ЃЌШсШэМСPPFЪгУцСЯКёБЁКЭЪжИавЊЧѓПижЦдк0.2%ЁЋ0.5%ЃЌСЌајКцИЩЪБВЩгУ140ЁцЁЂГЕЫй10ЁЋ15 m/minЃЌЖЈаЮЛњеыАхПэЖШВЩгУАзХїУХЗљПэЖШе§ИК1cmЃЌЫѕТЪПижЦдк3%вдФкЁЃ 7 Нс гя ЫЋУцОЋзМЖЈЮЛЪ§ТыгЁЛЈЪЧвЛЯюШЋаТЕФЙЄвеЃЌЭЈЙ§Ъ§ТыгЁЛЈЪЪгУжЏЮяЕФбЁдёЁЂгЁЛЈЧАДІРэЁЂе§УцЪ§ТыХчгЁЁЂЗДУцОЋзМЖЈЮЛЪ§ТыХчгЁвдМАгЁЛЈКѓДІРэЙЄвеКЭЯргІЕФЙЄвеЙиМќЕуЕФАбПиЃЌПЩвддкУцСЯЩЯЪЕЯжЫЋУцЯрЭЌЭМАИЯрЭЌбеЩЋЕФгЁЛЈЁЃЫЋУцЪ§ТыгЁЛЈЙЄвевЊЕуЃКХїВМбЁдёУоЛђецЫПЛњжЏЮяЮЊМбЃЌХїВМЮГаБвЊЧѓПижЦдк2cmвдФкЃЛдкНЌСЯЕФбЁХфКЭЩЯНЌЙЄвеЩЯЃЌвЊЧѓНЌСЯОпгаСМКУЕФЕУЩЋСПЁЂЩјЭИадКЭБЇЫЎадЃЌЩЯНЌВЩгУЫЋУцЩЯНЌЃЌБЃжЄОљдШЩЯНЌЃЛдкХчгЁЛЗНкЃЌе§УцДђгЁЪБзЂвтПижЦЮГаБКЭећНрЃЌЗДУцДђгЁЪБПижЦЛЈаЭЖдзМОЋЖШЃЛ дкгЁЛЈКѓДІРэЛЗНкЃЌеєЛЏвЊЗЂЩЋОљдШЁЂЗРжЙеДЩЋЃЌЫЎЯДвЊГфЗжЃЌЖЈаЮРЗљзЂвтОЮГГпДчПижЦКЭЫѕТЪПижЦЁЃ ВЮПМЮФЯзЃК [1] бюОВРМЃЌЭѕЯФЧйЃЌгкЗНЗН.ЗжЩЂШОСЯШШЩ§ЛЊЪ§ТыгЁЛЈФЋЫЎгУЕгТкжЏЮяЕФдЄДІРэ[Jl.гЁШОжњМСЃЌ2010(10)ЃК53-56. [2] ТЅЮРЖЋЃЌЬЗМгЧП.ЕгТкжЏЮяЗжЩЂШОСЯжБНггЁЛЈЙЄвеЬНЬж[Jl.ЗФжЏБЈИцЃЌ2006(4):33-36. [3] ЧёаФтљ.ЕгТкЗжЩЂШОСЯЩ§ЛЊзЊвЦгЁЛЈгУзЊвЦжННсЙЙМАадФмбаОП[D].ЫежнЃКЫежнДѓбЇЃЌ2018. [4] ЮтКЦЃЌДожОЛЊЃЌН№ЪчРМ.ЕЭЮТЕШРызгЬхДІРэЖдЕгТкЦ№ШожЏЮяЪ§ТыХчФЋгЁЛЈЕФзїгУ[J].еуНРэЙЄДѓбЇбЇБЈЃЈздШЛПЦбЇАцЃЉЃЌ201 9ЃЌ41(1)ЃК20-26. [5] аьбЕіЮ.ЗФжЏЪ§ТыгЁЛЈЭМАИдкМвгУЗФжЏЦЗжаЕФгІгУ[J]. ПЦбЇДѓжкЃЈПЦбЇНЬг§ЃЉЃЌ2010(9)ЃК156. [6] ВЬухЗМЃЌЗФжЏЪ§ТыгЁЛЈЭМАИЕФЩшМЦМАгІгУ[D].ЮоЮ§ЃКНФЯДѓбЇЃЌ2007. [7] РюЪРГЌЃЌЛЦбєбєЃЌеХЯўхОЃЌЕШ.DGTЪ§ТыгЁЛЈНЌСЯдкецЫПГёдЄДІРэЩЯЕФгІгУбаОП[J].ЫПГёЃЌ2016ЃЌ53(3)ЃК23-26. [8] РюУїжщЃЌеХЧьЃЌгрвнФа.Ъ§ТыгЁЛЈЕФЯжзДМАЗЂеЙЧїЪЦ[J]. ШОСЯгыШОЩЋЃЌ2011ЃЌ48(6):32-34. [9] Рюе№.Ъ§ТыгЁЛЈдЄДІРэбаОП[Dl.ЬьНђЃКЬьНђЙЄвЕДѓбЇЃЌ 2016. [10] ШЮНђал.Ъ§ТыгЁЛЈОЋзМЕўгЁЯЕЭГМАЙиМќММЪѕбаОП[Dl. КМжнЃКеуНДѓбЇЃЌ2018. |