|
|
|
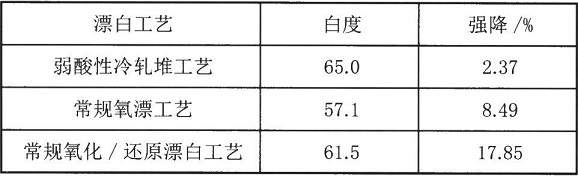
ΒΆ«ΩΥπΗΏΑΉΕ»―ρΟΪ’κ÷·ΈοΒΡάδΕ―Τ·ΑΉΙΛ“’―–ΨΩ2021-10-08≥¬ΝΌΨ≤ ΖΕ―©»Ό ΗΏΈάΕΪ ‘§ΨΟΗ’ Ϋ≠Ρœ¥σ―ß…ζΧ§ΖΡ÷·ΫΧ”ΐ≤Ω÷ΊΒψ ‘―ι “ ≥¬ΝΌΨ≤ ΖΕ―©»Ό ΗΏΈάΕΪ ‘§ΨΟΗ’ ’Σ“ΣΘΚΡΩ«Α≥Θ”Ο”Ύ―ρΟΪΤ·ΑΉΒΡΖΫΖ®”–Ιΐ―θΜ·«β―θΜ·Τ·ΑΉΚΆΙΐ―θΜ·«β”κΜΙ‘≠ΦΝΫαΚœ Ι”ΟΒΡ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΘ§’β–©ΙΛ“’Ψυ–η‘ΎΫœΗΏΈ¬Ε»ΚΆΫœΗΏpH÷Βœ¬Ϋχ––Θ§Ε‘―ρΟΪΒΡΥπ…ΥΫœ¥σΘ§«“ Ι”ΟΜΙ‘≠ΦΝ¥ΠάμΚσΒΡ―ρΟΪ÷·Έο“ΉΖΚΜΤΘ§“ρ¥Υ±ΨΈΡ―–ΨΩΝΥ―ρΟΪ’κ÷·ΈοΒΡάδΕ―Τ·ΑΉΙΛ“’ΓΘΆ®Ιΐ ‘―ιΖ÷ΈωpH÷ΒΓΔ “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΓΔΈ¬Ε»“‘ΦΑΤ·ΑΉ ±ΦδΒ»Ε‘―ρΟΪΑΉΕ»ΚΆ«ΩΝΠΒΡ”ΑœλΘ§¥”Εχ»ΖΕ®ΝΥ―ρΟΪ’κ÷·ΈοάδΕ―Τ·ΑΉΒΡΉνΦ―ΙΛ“’ΓΘΫαΙϊ±μΟςΘ§―ρΟΪΒΡΤ·ΑΉ–ßΙϊΥφΉ≈pH÷ΒΓΔΈ¬Ε» ΦΑ ±ΦδΒ»“ρΥΊΒΡ±δΜ·Εχ±δΜ·ΓΘ―ρΟΪ’κ÷·ΈοάδΕ―Τ·ΑΉΒΡΉνΦ―ΙΛ“’ «30%Ιΐ―θΜ·«β200ml/LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/ LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5g/LΘ§ΫΙΝΉΥαΡΤ2.Og/LΘ§JFC 2.Og/LΘ§PH÷ΒΈΣ5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ ΈΣ100%Θ§ “Έ¬(250C)Θ§Ε―÷Ο24hΘ§―ρΟΪ÷·ΈοΑΉΕ»ΈΣ65.0Θ§«ΩΥπ «2.37%ΓΘ ”…”Ύ…ζ≥ΛΜΖΨ≥ΒΡ”ΑœλΘ§Χλ»ΜΒΡ―ρΟΪ±Ψ…μ «ΜΤ…ΪΜρ«≥ΜΤ…Ϊ[1]Θ§Εχ“Μ–©≤ζΤΖΕ‘÷·ΈοΒΡΑΉΕ»“Σ«σΫœΗΏΘ§“ρ¥Υ–η“ΣΕ‘―ρΟΪΫχ––Τ·ΑΉ¥Πάμ[2]ΓΘΡΩ«ΑΙζΡΎΆβ≥Θ”ΟΒΡ―ρΟΪΤ·ΑΉΖΫΖ®”–―θΜ·Τ·ΑΉΓΔΜΙ‘≠Τ·ΑΉΚΆ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΘ§Ψυ–η“Σ‘ΎΫœΗΏΈ¬Ε»ΚΆΫœΗΏpH÷ΒΧθΦΰœ¬Ϋχ––Θ§ΒΪ’β–©ΖΫΖ®Ε‘―ρΟΪΒΡΥπ…ΥΫœ¥σ«“¥ΠάμΚσΒΡ―ρΟΪΑΉΕ»≤Μ≥÷ΨΟ[3]ΓΘΥοΫ®ΟτΒ»[4]≤…”ΟΙΐ―θΜ·«βΘ·Νρκεά¥Τ·ΑΉ―ρΟΪΘ§”κ¥ΪΆ≥―ρΟΪΤ·ΑΉΙΛ“’œύ±»Θ§ΗΟΤ·ΑΉΙΛ“’ΒΡΤ·ΑΉΈ¬Ε»ΫΒ÷Ν60ΓφΘ§ΒΪΑΉΕ»”–ΥυΫΒΒΆΘΜ―νΈΡ–ψΒ»[5] Ι”ΟΙΐ―θΜ·«β“ΜΈΌΥαΡΤ‘ΎΥα–‘ΧθΦΰœ¬Τ·ΑΉ―ρΟΪ÷·ΈοΘ§¥ΠάμΚσΒΡ―ρΟΪ≥ωœ÷ΈΔΈΔΖΚΚλΒΡœ÷œσΘ§ΥδΩ…“‘Ά®ΙΐΧμΦ”ΜΙ‘≠ΦΝΒΡΖΫΖ® ΙΚλ…ΪΆ »ΞΘ§ΒΪ ÷Η–±δ≤νΘΜΙυ ΥΝΦΒ»[6] Ι”ΟΕΰ―θΜ·Νρκεά¥¥Πάμ―ρΟΪΘ§Τ·ΑΉΚσΒΡ―ρΟΪΜώΒΟΝΥΫœΚΟΒΡΤ·ΑΉ–ßΙϊΘ§ΒΪΤ·ΑΉΈ¬Ε»‘Ύ50ΓΪ60ΓφΓΘ“ρ¥Υ–η“ΣΧΫΨΩ“Μ÷÷ΒΆ«ΩΥπΗΏΑΉΕ»ΒΡ―ρΟΪΤ·ΑΉΖΫΖ®Θ§“‘ΧαΗΏ≤ζΤΖ÷ ΝΩΓΘ άδΕ―ΙΛ“’ «ΫΪΫΰ‘ΰ»ή“ΚΚσΒΡ≤Φ―υ “Έ¬Ζ≈÷Ο24h ΒΡΒΆΈ¬≥Λ ±ΦδΖ¥”ΠΖ®Θ§≤ΜΫωΫΎΡήΘ§ΫΒΒΆΕ‘÷·ΈοΒΡΥπ…ΥΘ§Εχ«“ΜΙΩ…“‘ΧαΗΏ÷·ΈοΒΡΑΉΕ»Ψυ‘»–‘[7]ΓΘ±ΨΈΡΆ®Ιΐ ‘―ιΕ‘ΒΆ«ΩΥπΗΏΑΉΕ»―ρΟΪ’κ÷·ΈοΒΡ»θΥα–‘άδΕ―Τ·ΑΉΖΫΖ®Ϋχ––―–ΨΩΓΘ 1 ‘―ι≤ΩΖ÷ 1.1≤ΡΝœΓΔ ‘ΦΝ”κ“«Τς ≤ΡΝœ 100%¥Ω―ρΟΪ±Ψ…ΪΚΙ≤Φ(Μυ¥ΓΑΉΕ»50.0)ΓΘ ‘ΦΝ 30%Ιΐ―θΜ·«βΘ®Ιζ“©Φ·Ά≈Μ·―ß ‘ΦΝ”–œόΙΪΥΨΘ©ΓΔ “Έ¬ΜνΜ·ΦΝ836AΘ®Ή‘÷ΤΘ©ΓΔ–≠Ά§‘ω–ßΦΝ290B( Ή‘÷Τ)ΓΔ…χΆΗΦΝJFCΘ®«ύΒΚ”≈ΥςΜ·―ßΩΤΦΦ”–œόΙΪΥΨΘ©ΓΔΫΙΝΉΥαΡΤΘ®Ιζ“©Φ·Ά≈Μ·―ß ‘ΦΝ”–œόΙΪΥΨΘ©ΓΔΧΦΥαΡΤΘ®Ιζ“©Φ·Ά≈Μ·―ß ‘ΦΝ”–œόΙΪΥΨΘ©ΓΘ “«Τς WSB-2ΑΉΕ»ΦΤΘ®…œΚΘξΩ»π“«Τς“«±μ”–œόΙΪΥΨΘ©Θ§HD026N+ΒγΉ”÷·Έο«ΩΝΠΜζΘ®ΡœΆ®Κξ¥σ ‘―ι“«Τς”–œόΙΪΥΨΘ©Θ§pHΦΤΘ®ΟΖΧΊά’“ΜΆ–άϊΕύ“«ΤςΘ®…œΚΘΘ©”–œόΙΪΥΨΘ©ΓΘ 1.2 ‘―ιΖΫΑΗ 1.2.1άδΕ―Τ·ΑΉΙΛ“’ Τ·ΑΉ¥Πάμ≤…”Ο30%ΒΡΙΐ―θΜ·«β0ΓΪ300ml/LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.01ΓΪ0.20g/LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5ΓΪl0.0g/LΘ§JFC 2.0g/LΘ§ΫΙΝΉΥαΡΤ1ΓΪ3g/LΘ§PH÷Β4ΓΪ8Θ§ “Έ¬(25Γφ)Θ§ ±Φδ6ΓΪ48hΘ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§¥ΠάμΚσΒΡ ‘―υΫχ––Υ°œ¥Θ§ΚφΗ…Θ§≤β ‘–‘ΡήΓΘ 1.2.2≥ΘΙφ―θΤ·ΙΛ“’Θ®ΫΰΤ·Θ© 30%Ιΐ―θΜ·«β(o.w.f.) 60% ΙηΥαΡΤ(o.w.f.) 6% pH÷Β 8ΓΪ9 ‘Γ±» 1ΘΚ30 Έ¬Ε» 80Γφ ±Φδ 1h ≥ΘΙφ―θΤ·ΙΛ“’«ζœΏ»γΆΦlΥυ ΨΓΘ
1.2.3≥ΘΙφ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΙΛ“’Θ®ΫΰΤ·Θ© 30%Ιΐ―θΜ·«β 30mLΘ·L pH÷Β 7ΓΪ8 ‘Γ±» 1ΘΚ20 Έ¬Ε» 60Γφ ±Φδ 1h Τ·ΟΪΖέ(o.w.f.) 25% ‘Γ±» 1ΘΚ20 Έ¬Ε» 85Γφ ±Φδ 40min ≥ΘΙφ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΙΛ“’«ζœΏ»γΆΦ2Υυ ΨΓΘ
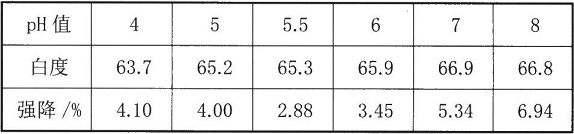
ΆΦ2 ≥ΘΙφ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΙΛ“’Νς≥Χ 1.3≤β ‘ 1.3.1ΑΉΕ» ≤Έ’’GB/T8424.2-1997ΓΕΖΡ÷·ΤΖœύΕ‘ΑΉΕ»ΒΡ“«ΤςΤάΕ®ΑλΖ®ΓΖΘ§Α―Υυ“Σ≤β ‘ΒΡ―υΤΖΒΰΈΣΥΡ≤ψΘ§άϊ”ΟWSB-2ΑΉΕ»ΦΤΕ‘÷·ΈοΑΉΕ»Ϋχ––≤βΕ®Θ§ΟΩΗω―υΤΖ‘Ύ≤ΜΆ§ΒΡΈΜ÷Ο≤β ‘5¥ΈΘ§»ΓΤδΤΫΨυ÷ΒΓΘ 1.3.2«ΩΝΠ ΗυΨίGB/T7742.1-20057ΓΕΖΡ÷·ΤΖ÷·Έο’ΆΤΤ–‘ΡήΒΎ1≤ΩΖ÷Θ§’ΆΤΤ«ΩΝΠΚΆ’ΆΤΤά©’≈Ε»ΒΡ≤βΕ®“Κ―ΙΖ®ΓΖ±ξΉΦΘ§≤…”ΟHD026N+ΒγΉ”÷·Έο«ΩΝΠΜζ≤βΕ®≤ΜΆ§ΧθΦΰ¥ΠάμΚσ―ρΟΪ÷·ΈοΘ§»Γ3ΉιΤΫ–– ‘―υΒΡΤΫΨυ÷ΒΓΘ 2ΫαΙϊ”κΧ÷¬έ 2.1 pH÷ΒΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ ―ρΟΪΒΡΒ»ΒγΒψ‘Ύ4.8Ήσ”“Θ§ΡΆΥα≤ΜΡΆΦνΘ§PH÷Β‘ΎΒ»ΒγΒψΗΫΫϋΩ…“‘ΫΒΒΆΕ‘―ρΟΪΒΡΥπ…ΥΘ§PH÷ΒΙΐΗΏΜρΙΐΒΆΨυΜα‘Ύ“ΜΕ®≥ΧΕ»…œΕ‘―ρΟΪ‘λ≥…Υπ…ΥΘ§«“Μα”Αœλ―ρΟΪΒΡΤ·ΑΉ–ßΙϊΘ§“ρ¥Υ–η“ΣΧΫΨΩΤ·“ΚpH÷ΒΕ‘”Ύ―ρΟΪΤ·ΑΉ–ß”ΑœλΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/ LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§–≠Ά§‘ω–ßΦΝ2908 7.5g/ LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§JFC 2.0g/LΘ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§ ±Φδ24hΘ§‘ΌΗΡ±δpH÷ΒΕ‘―ρΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ωpH÷ΒΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΦϊ±μ1ΓΘ ±μ1 pH÷ΒΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
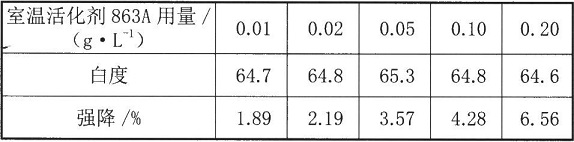
”…±μ1Ω…÷ΣΘ§ΥφΉ≈pH÷ΒΒΡ‘ω¥σΘ§―ρΟΪΑΉΕ»œ»‘ω¥σΚσΦθ–ΓΘ§«ΩΝΠΥπ ßœ»ΫΒΒΆΚσ‘ω¥σΘ§‘ΎpH÷ΒΈΣ5.5 ±Θ§«ΩΝΠ¥οΒΫΉν¥σ÷ΒΘ§«ΩΫΒΉν–ΓΓΘΦΧ–χ‘ω¥σpH÷ΒΘ§ΑΉΕ»œ»ΧαΗΏΚσΫΒΒΆΘ§«ΩΝΠΟςœ‘œ¬ΫΒΘ§“ρ¥Υ―Γ‘ώpH÷ΒΈΣ5.5ΓΘ 2.2 “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ Ιΐ―θΜ·«β‘ΎΒΆΈ¬ΓΔΒΆpHΧθΦΰœ¬Ρ―“‘ΖΔΜ”Τ·ΑΉΉς”ΟΘ§Ά®≥Θ–η“Σ‘ΎΫœΗΏΈ¬Ε»( >60Γφ)ΚΆΦν–‘(pH>10)ΧθΦΰœ¬Ϋχ––Τ·ΑΉ[8]ΓΘΕχ “Έ¬ΜνΜ·ΦΝ836AΒΡΦ”»κΘ§Ά®ΙΐΜνΜ·Ιΐ―θΜ·«βΘ§…ζ≥…“Μ÷÷±»Ιΐ―θΜ·«β―θΜ·ΡήΝΠΗϋ«ΩΒΡΙΐ―θΥαΘ§Ω…“‘¥οΒΫΗϋΚΟΒΡΤ·ΑΉ–ßΙϊΘ§“ρ¥Υ±ΨΈΡΧΫΨΩΝΥ≤ΜΆ§”ΟΝΩΒΡ “Έ¬ΜνΜ·ΦΝΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/ LΘ§–≠Ά§‘ω–ßΦΝ2908 7.5g/LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§JFC 2.0g/LΘ§pH÷ΒΈΣ5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§ ±Φδ24hΘ§‘ΌΗΡ±δ “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΕ‘―ρΟΪΫχ––Τ·ΑΉΘ§ “Έ¬ΜνΜ·ΦΝ836AΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΦϊ±μ2ΓΘ ±μ2 “Έ¬ΜνΜ·ΦΝ863A”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
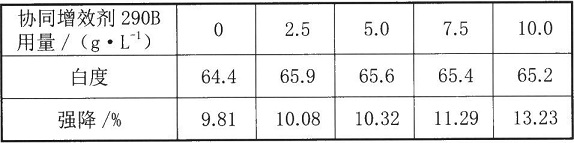
”…±μ2Ω…÷ΣΘ§ΥφΉ≈ “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΒΡ‘ωΦ”Θ§―ρΟΪΑΉΕ»œ»‘ω¥σΚσΫΒΒΆΘ§«ΩΝΠ≤ΜΕœœ¬ΫΒΘ§‘Ύ “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΈΣ0.05g/L ±Θ§ΑΉΕ»¥οΒΫΉν¥σ÷ΒΓΘ “Έ¬ΜνΜ·ΦΝ836AΩ…“‘Φ”ΥΌΙΐ―θΜ·«βΒΡΖ÷ΫβΘ§…ζ≥…“Μ÷÷±»Ιΐ―θΜ·«β―θΜ·ΡήΝΠΗϋ«ΩΒΡΙΐ―θΥαΘ§¥”ΕχΧαΗΏΤ·ΑΉ–ßΙϊΘ§ΒΪΒ± “Έ¬ΜνΜ·ΦΝ836AΒΡ”ΟΝΩΙΐ¥σ ±Θ§ΒΦ÷¬Ιΐ―θΜ·«βΒΡΖ÷ΫβΙΐΩλΘ§Ϋω”–“Μ≤ΩΖ÷≤Έ”κΝΥ”––ßΖ÷ΫβΘ§¥”ΕχΫΒΒΆΝΥΙΐ―θΜ·«βΒΡ”––ßάϊ”Ο¬ ΓΘΉέΚœΑΉΕ»ΚΆ«ΩΝΠΘ§―Γ‘ώ “Έ¬ΜνΜ·ΦΝ836A”ΟΝΩΈΣ0.05g/L 2.3–≠Ά§‘ω–ßΤκ11290B”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ –≠Ά§‘ω–ßΦΝ290B”κΙΐ―θΜ·«βΖ¥”Π“≤Ρή…ζ≥…“Μ÷÷Ιΐ―θΥαΘ§ΗΟΙΐ―θΥαΨΏ”–±»Ιΐ―θΜ·«βΗϋ«ΩΒΡ―θΜ·–‘Θ§Ω…¥οΒΫΗϋΚΟΒΡΤ·ΑΉ–ßΙϊΘ§“ρ¥Υ±ΨΈΡΧΫΨΩΝΥ≤ΜΆ§–≠Ά§‘ω–ßΦΝΒΡ”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/ LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§JFC 2.0g/LΘ§pH÷ΒΈΣ5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§ ±Φδ24hΘ§‘ΌΗΡ±δ–≠Ά§‘ω–ßΦΝ290B”ΟΝΩΕ‘―ρΟΪΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ω–≠Ά§‘ω–ßΦΝ290B”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΘ§Φϊ±μ3ΓΘ ±μ3–≠Ά§‘ω–ßΦΝ290B”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
”…±μ3Ω…÷ΣΘ§ΥφΉ≈–≠Ά§‘ω–ßΦΝ290B”ΟΝΩΒΡ‘ωΦ”Θ§ «ΩΝΠ≤ΜΕœœ¬ΫΒΘ§ΑΉΕ»œ»‘ωΦ”ΚσΦθ–ΓΘ§‘Ύ–≠Ά§‘ω–ßΦΝ290B”ΟΝΩΈΣ2.5g/LΒΡ ±Κρ¥οΒΫΉν¥σ÷ΒΘ§“ρ¥Υ―Γ–≠Ά§‘ω–ßΦΝ290BΒΡ”ΟΝΩ «2.5g/LΓΘ 2.4Ιΐ―θΜ·«β”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ Ιΐ―θΜ·«βΒΡΤ·ΑΉΉς”Ο «Ή‘”…ΜυΖ¥”ΠΘ§ΥϋΟ«ΨΏ”–ΫœΗΏΜν–‘Θ§Φ»Ρή ΙœΥΈ§¥ύΥπΘ§”÷ΡήΆ®ΙΐΤΤΜΒ―ρΟΪœΥΈ§÷–…ΪΥΊΒΡΖΔ…ΪΜυΆ≈¥”Εχ ΙΤδ ß…ΪΘ§¥οΒΫΤ·ΑΉΒΡΡΩΒΡ[9]ΓΘ‘Ύ±Ψ ‘―ι÷–Θ§Ιΐ―θΜ·«β≥ΐ”κΜνΜ·ΦΝ…ζ≥…Ιΐ―θΥαΆβΘ§“≤Μα…ζ≥…Ε‘―ρΟΪΥπ…ΥΗϋ¥σΒΡΉ‘”…ΜυΓΘΥφΉ≈Ιΐ―θΜ·«β”ΟΝΩΒΡ‘ωΦ”Θ§―θΜ·Ζ¥”ΠΩΣ Φ±δΒΟΨγΝ“Θ§Β±Ιΐ―θΜ·«β”ΟΝΩΙΐ¥σ ±Θ§ΜαΒΦ÷¬―ρΟΪΥπ…ΥΘ§ ÷Η–±δ≤νΘ§“ρ¥Υ–η“ΣΧΫΨΩΙΐ―θΜ·«β≤ΜΆ§”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5g/LΘ§ΫΙΝΉΥαΡΤ2.0g/ LΘ§JFC 2.0g/LΘ§pH 5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§ ±Φδ24hΘ§‘ΌΗΡ±δΙΐ―θΜ·«β”ΟΝΩΕ‘―ρΟΪΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ωΙΐ―θΜ·«β”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΘ§Φϊ±μ4ΓΘ ±μ4 Ιΐ―θΜ·«β”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
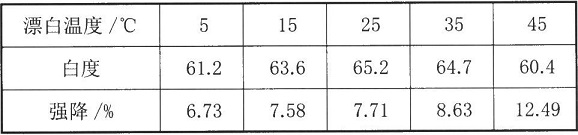
”…±μ4Ω…÷ΣΘ§ΥφΉ≈Ιΐ―θΜ·«β”ΟΝΩΒΡ‘ωΦ”Θ§―ρΟΪΒΡΑΉΕ»≤ΜΕœΧαΗΏΘ§«ΩΝΠ≥÷–χœ¬ΫΒΓΘΒ±”ΟΝΩ¥οΒΫ200mL/L ±Θ§‘ΌΦΧ–χ‘ω¥σΙΐ―θΜ·«βΒΡ”ΟΝΩΘ§―ρΟΪΒΡΑΉΕ»ΧαΗΏ≤ΜΟςœ‘Θ§ΒΪ«ΩΝΠΥπ…Υ―œ÷ΊΘ§“ρ¥Υ―Γ‘ώΙΐ―θΜ·«βΒΡ”ΟΝΩΈΣ200mL/LΓΘ 2.5Τ·ΑΉΈ¬Ε»Ε‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ ΥφΉ≈Έ¬Ε»ΒΡ±δΜ·Θ§ “Έ¬ΜνΜ·ΦΝΚΆ–≠Ά§‘ω–ßΦΝΜα”κΙΐ―θΜ·«βΖΔ…ζ≤ΜΆ§≥ΧΕ»ΒΡΖ¥”ΠΘ§Β±Έ¬Ε»ΙΐΒΆ ±Θ§Ζ¥”ΠΫχ––ΒΡ≤Μ≥ΙΒΉΘ§¥ο≤ΜΒΫ‘ΛΤΎ–ßΙϊΘΜΒ±Έ¬Ε»ΙΐΗΏ ±Θ§ Ζ¥”ΠΙΐ”ΎΨγΝ“Θ§ ΙΒΟ―ρΟΪ÷·Έο±ΜΙΐΕ»―θΜ·Θ§Ε‘―ρΟΪΒΡΥπ…ΥΫœ¥σΘ§“ρ¥Υ–η“ΣΧΫΨΩ≤ΜΆ§Έ¬Ε»Ε‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/ LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5g/ LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§JFC 2.0g/LΘ§pH 5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ ±Φδ24hΘ§‘ΌΗΡ±δΤ·ΑΉΈ¬Ε»Ε‘―ρΟΪΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ωΤ·ΑΉΈ¬Ε»Ε‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΘ§Φϊ±μ5ΓΘ ±μ5 Τ·ΑΉΈ¬Ε»Ε‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
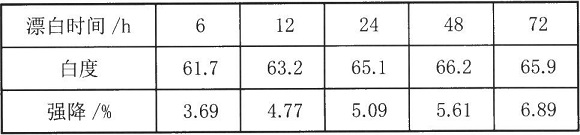
”…±μ5Ω…÷ΣΘ§ΥφΉ≈Έ¬Ε»…ΐΗΏΘ§ΧαΗΏΝΥΙΐ―θΜ·«βΒΡΖ÷ΫβΥΌΕ»Θ§―ρΟΪΒΡΑΉΕ»ΧαΗΏΒΪ ««ΩΝΠ≤ΜΕœœ¬ΫΒΘ§Β±Έ¬Ε»ΈΣ25Γφ ±Θ§ΑΉΕ»¥οΒΫΉν¥σ÷ΒΘ§ΦΧ–χΧαΗΏΈ¬Ε»Θ§”…”ΎΙΐ―θΜ·«βΒΡΖ÷ΫβΥΌΕ»ΙΐΩλΘ§ΒΦ÷¬”––ßάϊ”Ο¬ œ¬ΫΒΘ§ΑΉΕ»Ζ¥Εχ”–Υυœ¬ΫΒΘ§Εχ«“Έ¬Ε»‘ΫΗΏΕ‘―ρΟΪΒΡΥπ…Υ“≤‘Ϋ¥σΘ§“ρ¥ΥΤ·ΑΉΈ¬Ε»“‘25ΓφΈΣ“ΥΓΘ 2.6Τ·ΑΉ ±ΦδΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ Τ·ΑΉ ±ΦδΕ‘”ΎΖ¥”ΠΒΡΫχ––÷ΝΙΊ÷Ί“ΣΘ§ΥφΉ≈ ±ΦδΒΡ±δΜ·Θ§Ζ¥”ΠΫχ––ΒΡ≥ΧΕ»≤ΜΆ§ΓΘ“ρ¥Υ–η“ΣΧΫΨΩ≤ΜΆ§ ±ΦδΕ‘”Ύ―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΓΘ œ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5g/ LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§JFC 2.0g/LΘ§pH÷ΒΈΣ5.5Θ§ΕΰΫΰΕΰ ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§‘ΌΗΡ±δΤ·ΑΉ ±ΦδΕ‘―ρΟΪΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ωΤ·ΑΉ ±ΦδΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΘ§Φϊ±μ6ΓΘ ±μ6Τ·ΑΉ ±ΦδΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ
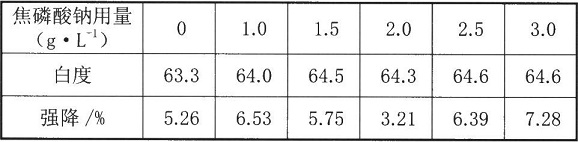
”…±μ6Ω…÷ΣΘ§―ρΟΪΒΡΑΉΕ»ΥφΉ≈Τ·ΑΉ ±ΦδΒΡ―”≥ΛΕχΧαΗΏΘ§ΒΪΕ‘«ΩΝΠ”Αœλ≤Μ¥σΓΘΒ±Τ·ΑΉ ±Φδ¥οΒΫ48hΚσΘ§‘ΌΦΧ–χ―”≥ΛΤ·ΑΉ ±ΦδΘ§―ρΟΪΑΉΕ»≤Μ‘Ό‘ωΦ”Θ§ ±Φδ―”≥ΛΕ‘«ΩΝΠΒΡ”Αœλ“≤≤Μ¥σΘ§“ρ¥ΥΤ·ΑΉ ±Φδ―Γ‘ώΈΣ24hΓΘ 2.7ΫΙΝΉΥαΡΤ”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ ΫΙΝΉΥαΡΤ‘Ύ―ρΟΪΤ·ΑΉΙΛ“’÷–ΒΡΉς”Ο «ΈϋΗΫΥ°÷–ΒΡ÷ΊΫπ τάκΉ”Θ§ΫΒΒΆΤδΕ‘Ιΐ―θΜ·«βΒΡ¥ΏΜ·Ζ÷ΫβΘ§ ΙΒΟΙΐ―θΜ·«βΒΟΒΫ”––ßΒΡΜΚ¬ΐΖ÷ΫβΘ§“ρ¥Υ–η“ΣΧΫΨΩ≤ΜΆ§ΫΙΝΉΥαΡΤ”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Αœλ[10-12]ΓΘ Ήœ»ΙΧΕ®Τ·ΑΉΙΛ“’ΧθΦΰΘΚ30%Ιΐ―θΜ·«β200mL/ LΘ§ “Έ¬ΜνΜ·ΦΝ836A 0.05g/LΘ§–≠Ά§‘ω–ßΦΝ290B 2.5g/ LΘ§JFC 2.0g/LΘ§pH 5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ ΈΣ100%Θ§ “Έ¬(25Γφ)Θ§24hΘ§‘ΌΗΡ±δΫΙΝΉΥαΡΤΒΡ”ΟΝΩΕ‘―ρΟΪΫχ––Τ·ΑΉΘ§ ‘―ιΒΟ≥ωΫΙΝΉΥαΡΤ”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”ΑœλΘ§Φϊ±μ7ΓΘ ±μ7 ΫΙΝΉΥαΡΤ”ΟΝΩΕ‘―ρΟΪΤ·ΑΉ–ßΙϊΒΡ”Α
”…±μ7Ω…÷ΣΘ§ΥφΉ≈ΫΙΝΉΥαΡΤ”ΟΝΩΒΡ‘ωΦ”Θ§―ρΟΪΑΉΕ»≤ΜΕœΧαΗΏΘ§‘ΎΫΙΝΉΥαΡΤ”ΟΝΩ¥οΒΫ2.5g/L ±Μυ±Ψ¥οΒΫΉν¥σ÷ΒΘ§‘ΌΦΧ–χ‘ω¥σΫΙΝΉΥαΡΤΒΡ”ΟΝΩΘ§ΑΉΕ»Μυ±Ψ≤Μ±δΘ§’β «”…”ΎΫΙΝΉΥαΡΤΩ…“‘ΈϋΗΫΤ·“Κ÷–ΒΡΫπ τάκΉ”Θ§ΫΒΒΆ’β–©Ϋπ τάκΉ”Ε‘Ιΐ―θΜ·«βΒΡ¥ΏΜ·ΡήΝΠΘ§ ΙΒΟΙΐ―θΜ·«βΩ…“‘Ϋχ––”––ßΒΡΜΚ¬ΐΖ÷ΫβΓΘ¥”±μ÷–ΒΡ ΐΨίΜΙΩ…“‘ΒΟ÷ΣΘ§ΫΙΝΉΥαΡΤΩ…“‘±ΘΜΛ―ρΟΪœΥΈ§Θ§‘Ύ2.0gΘ· LΘ§ ±Τ·ΑΉ―ρΟΪ«ΩΝΠΥπ…ΥΉν–ΓΘ§“ρ¥Υ―Γ‘ώΫΙΝΉΥαΡΤΒΡΉνΦ―”ΟΝΩΈΣ2.0g/LΓΘ Ήέ…œΘ§Ιΐ―θΜ·«βάδ‘ΰΕ―Τ·ΑΉ―ρΟΪΒΞ“ρΥΊ”≈Μ·ΙΛ“’ΧθΦΰΈΣΘΚ30%Ιΐ―θΜ·«β200mL/LΘ§ “Έ¬ΜνΜ·ΦΝMH 0.05g/LΘ§–≠Ά§‘ω–ßΦΝUN 7.5g/LΘ§ΫΙΝΉΥαΡΤ2.0g/LΘ§ JFC 2.0g/LΘ§pH÷ΒΈΣ5.5Θ§ΕΰΫΰΕΰ‘ΰΘ§‘ΰ”ύ¬ 100%Θ§ “Έ¬(25Γφ)Θ§ ±Φδ24hΓΘ 2.8»θΥα–‘άδ‘ΰΕ―ΙΛ“’ΒΡΤ·ΑΉ–ßΙϊ”κ≥ΘΙφΙΛ“’Ε‘±» ±»Ϋœ»θΥα–‘άδ‘ΰΕ―Τ·ΑΉΉνΦ―ΙΛ“’”κ≥ΘΙφΒΡ―θΤ·ΙΛ“’ΚΆ≥ΘΙφ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΙΛ“’ΒΡΑΉΕ»ΚΆ«ΩΝΠΘ§Φϊ±μ8ΓΘ ±μ8 »θΥα–‘άδ‘ΰΕ―ΙΛ“’ΒΡΤ·ΑΉ–ßΙϊ”κ≥ΘΙφΙΛ“’Ε‘±»
”…±μ8Ω…÷ΣΘ§”κ≥ΘΙφ―θΤ·ΙΛ“’œύ±»Θ§»θΥα–‘άδ‘ΰΕ―Τ·ΑΉΙΛ“’¥ΠάμΚσΒΡ―ρΟΪΑΉΕ»ΗΏΘΜ”κ≥ΘΙφ―θΜ·Θ·ΜΙ‘≠Τ·ΑΉΙΛ“’œύ±»ΫœΘ§»θΥα–‘άδ‘ΰΕ―Τ·ΑΉΙΛ“’¥ΠάμΚσΒΡ―ρΟΪΥπ…Υ–ΓΘ§≤Δ«“―ρΟΪ÷·ΈοΒΡ ÷Η–»α»μΘ§÷·Έο±μΟφ»όΟΪ±ΘΝτΫœΕύΘ§’β «”…”Ύάδ‘ΰΕ―Τ·ΑΉΙΛ“’ «‘Ύ»θΥα–‘ΧθΦΰœ¬≥Λ ±ΦδΜΚ¬ΐΫχ––ΒΡΘ§’ϊΗωΖ¥”ΠΧεœΒΫœΈΣΈ»Ε®ΓΘ 3Ϋα¬έ 1.ΥφΉ≈pH÷ΒΒΡ‘ω¥σΘ§―ρΟΪΑΉΕ»œ»‘ω¥σΚσΦθ–ΓΘ§ «ΩΝΠœ»Φθ–ΓΚσ‘ω¥σΘ§‘ΎpH÷ΒΈΣ5.5 ±Θ§«ΩΝΠΫΒΒΆΉν–ΓΓΘ Β±pHΙΐΗΏ ±Θ§”…”ΎΙΐ―θΜ·«βΖ÷ΫβΙΐΩλΒΦ÷¬Τδ”––ßάϊ”Ο¬ œ¬ΫΒΓΘ 2. “Έ¬ΜνΜ·ΦΝ836AΩ…“‘”κΙΐ―θΜ·«βΖ¥”Π…ζ≥…Τ·ΑΉΡήΝΠΗϋ«ΩΒΡΙΐ―θΥαΘ§¥”ΕχΧαΗΏΤ·ΑΉ–ßΙϊΘ§ΒΪΒ± “Έ¬ΜνΜ·ΦΝ863AΒΡ”ΟΝΩΙΐ¥σ ±Θ§ΒΦ÷¬Ιΐ―θΜ·«βΒΡΖ÷ΫβΙΐΩλΘ§Ϋω”–“Μ≤ΩΖ÷≤Έ”κΝΥ”––ßΖ÷ΫβΘ§¥”ΕχΫΒΒΆΝΥΙΐ―θΜ·«βΒΡ”––ßάϊ”Ο¬ ΓΘ 3.ΥφΉ≈Έ¬Ε»…ΐΗΏΘ§Φ”ΩλΝΥΙΐ―θΜ·«βΒΡΖ÷ΫβΥΌΕ»Θ§―ρΟΪΒΡΑΉΕ»ΚΆ«ΩΝΠΕΦΜα ήΒΫ”ΑœλΘ§Β±Έ¬Ε»ΈΣ25Γφ ±Θ§ΑΉΕ»¥οΒΫΉν¥σ÷ΒΓΘ 4.―ρΟΪΒΡΑΉΕ»ΥφΉ≈Τ·ΑΉ ±ΦδΒΡ―”≥ΛΕχΧαΗΏΘ§ΒΪ«ΩΝΠ≤ΜΕœœ¬ΫΒΓΘ 5.ΥφΉ≈ΫΙΝΉΥαΡΤ”ΟΝΩΒΡ‘ωΦ”Θ§―ρΟΪΑΉΕ»≤ΜΕœΧαΗΏΘ§‘ΎΫΙΝΉΥαΡΤ”ΟΝΩ¥οΒΫ2.5g/L ±Μυ±Ψ¥οΒΫΉν¥σ÷ΒΘ§Εχ«ΩΥπΉν–ΓΘ§‘ΌΦΧ–χ‘ω¥σΫΙΝΉΥαΡΤΒΡ”ΟΝΩΘ§ΑΉΕ»Μυ±Ψ≤Μ±δΘ§ΫΙΝΉΥαΡΤΩ…“‘ΈϋΗΫΤ·“Κ÷–ΒΡΫπ τάκΉ”Θ§ΫΒΒΆ’β–©Ϋπ τάκΉ”Ε‘Ιΐ―θΜ·«βΒΡ¥ΏΜ·ΡήΝΠΘ§ ΙΒΟΙΐ―θΜ·«βΩ…“‘ΜΚ¬ΐΒΊΫχ––”––ßΖ÷ΫβΓΘ ≤ΈΩΦΈΡœΉΘΚ [1]―νΈΡ–ψΘ§’≈’Φ÷υ.―ρΟΪœΥΈ§Τ·ΑΉœ÷Ή¥ΦΑΖΔ’ΙΖΫœρ[J]ΙζΦ ΖΡ÷·ΒΦ±®Θ§2013 (41):42-43. [2]έΔΈΡΖεΘ§ ·ΚλΘ§―νΈΑ÷“Β».Χλ»Μ»ΨΝœ»Ψ…Ϊœ÷Ή¥ΦΑΤδάμ¬έ[J]”Γ»Ψ÷ζΦΝΘ§2006(6):13-17. [3]Τν’δΟςΘ§÷Θ≥…Μ‘.―ρΟΪΤ·ΑΉΙΛ“’―–ΨΩ[J]ΟΪΖΡΩΤΦΦΘ§ 2009 (37):19-22. [4]ΥοΫ®ΟτΘ§άνΟά’φΘ§άνœΰ«Ύ.―ρΟΪΒΆΈ¬Τ·ΑΉΙΛ“’”≈Μ·[J] ”Γ»ΨΘ§2018 (44):27-29. [5]―νΈΡ–ψ.Υα–‘ΧθΦΰœ¬―ρΟΪΘ®―ρ»όΘ©H202Τ·ΑΉΘ®Ά―…ΪΘ©ΜνΜ·ΦΝΒΡ÷Τ±ΗΦΑ”Π”Ο[D]. ·Φ“Ή·ΘΚΚ”±±ΩΤΦΦ¥σ―ßΘ§2012. [6]Ιυ ΥΝΦΘ§Υ’ΩΣΒήΘ§Άθ–ώΙβΒ»Εΰ―θΜ·ΝρκεΤ·ΑΉ―ρΟΪ[J]ΟΪΖΡΩΤΦΦΘ§1985 (5):46-54. [7]ΖΕ―©»Ό.ΖΡ÷·ΤΖ»Ψ’ϊΙΛ“’―ß[MJ.±±Ψ©ΘΚ÷–ΙζΖΡ÷·≥ωΑφ…γΘ§2006. [8]“ΠΦΧΟς.Ιΐ―θΜ·«βΜνΜ·ΦΝΑ±ΜυΦΉθΘΜ«ΥαΡΤΒΡ÷Τ±Η”κ”Π”Ο[J]”Γ»Ψ÷ζΦΝΘ§2011(28):31-33. [9]―νΕΑτέΘ§ΆθΜάœι.ΜνΜ·ΥΪ―θΥ°Τ·ΑΉΧεœΒ–¬ΦΦ θΒΡΫϋΩω( “Μ)[J]”Γ»ΨΘ§2007Θ§314 (7):47-51. [10]–λ γίΚΘ§«ώ”ώΙπ.ΙΐΕ…Ϋπ τάκΉ”‘ΎΙΐ―θΥαΤ·ΑΉ÷–ΒΡΉς”ΟΦΑΩΊ÷Τ[J]ΙψΕΪ‘λ÷ΫΘ§2000 (1):14-17. [11]ΈΚ”ώΨξΘ§¬μ–ΠΖ…Θ§ΆθΥΕ.Ήœ―ρ»όΈόΝΉΆ―…ΪΙΛ“’―–ΨΩ[J]’κ÷·ΙΛ“ΒΘ§2020Θ§375 (1)ΘΚ48-52. [12]Έβ…Ό–¬.ρϋΚœΖ÷…ΔΦΝΕ‘ΥΪ―θΥ°Τ·ΑΉΒΡ”Αœλ[J]’κ÷·ΙΛ“Β.2004 (2):97-98. |
.jpg)

.jpg)