|
|
|
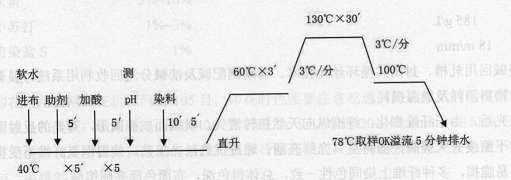
÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œ”°»æ𧓒—–æø2021-12-27 Õı“Ê∑ ÷Ð÷“∫≤ ÀÔ–Ò∞≤ ’„Ω≠∏ª»Û”°»æ”–œÞπ´Àæ Õı“Ê∑ ÷Ð÷“∫≤ ÀÔ–Ò∞≤ ’™“™£∫≤…”√±Ì≤„Œ™59%µƒ40÷ß√Þ£ØÃÏÀø£ØÕ≠∞±ªÏ∑ƒ…¥£¨¿Ô≤„Œ™41%µƒ100 D/288F≥¨œ∏µ”¬⁄Õ¯¬ÁÀø£¨ ‘⁄À´√Ê¥Û‘≤ª˙÷Ø≥…’Î÷ØÀ´≤„≈˜≤º£¨æ≠≥˝”Õ°¢»æµ”°¢Àøπ‚°¢¡∑∞◊°¢÷≤»Þ°¢”°ª®°¢¿≠√´°¢∂®–Œ°¢‘§Àıµ»π§–Úº”π§÷∆≥…°£¥¥–¬…˺∆≈˜≤º»æ…´∫Û÷≤»Þ£¨‘Ÿ”°ª®°¢¿≠√´µƒπ§“’¡˜≥㨱Ð√‚÷≤»Þµƒ»Þ√´“Ú«∞¥¶¿Ì°¢»æ…´ еΩÀ…À£¨∏≥”Ë≤˙∆∑…´≤ ∑·∏ª°¢æþ”–¥Ã–Â∞„µƒ∂¿Ãÿ◊∞ Œ–ßπ˚£ªΩ·∫œÃÿ ‚–‘ƒÐœÀŒ¨ªÏ∑ƒ÷Ø‘Ï÷∆∂®«·Àøπ‚𧓒£¨‘⁄‘ˆ«ø÷ØŒÔπ‚‘Û£¨Ã·…˝µ√…´…Ó∂»µƒÕ¨ ±±Ð√‚…¥œþ ÐÀ£ª—–∑¢◊•√´°¢’Ùƒÿ°¢‘§Àı¡¨–¯ªØµƒª˙–µ’˚¿Ìºº ı£¨ π≤˙∆∑∑¥√Êæþ”–√´ƒÿ∞„µƒ»·»Ì ÷∏–£¨ Æ∑÷±£≈Ø£¨Õ¨ ±Ω‚戡À÷ØŒÔ◊•√´∫Û≥þ¥Á∑¢…˙µƒæÞ¥Û±‰ªØ£¨ π÷،ԖŒÃ¨Œ»∂®°¢≤ª“◊±‰–Œ£ª≤˙∆∑øπ æ≤µÁ–‘∫√£¨ «“ªøÓ”≈¡ºµƒ¬Ã…´ ±…–±£≈Ø√Ê¡œ°£ ÀÊ◊≈…˙ªÓÀÆ∆ΩµƒÃ·∏þ£¨ƒ⁄“¬Õ‚¥©‘Ω¿¥‘Ω…Ó»ÎµΩ»À√«µƒ…˙ªÓ÷Æ÷–£¨∏ˆ–‘ªØ∫Õ ±…–ªØµƒ±£≈؃⁄“¬‘Ω¿¥‘Ω ÐµΩœ˚∑—’þµƒ«ýÌ˘£¨À˘“‘‘⁄∂¨ºæ¥©…œæþ”–Àøπ‚√Þ∑Á∏Ò£¨”÷”–¡¢ÃÂ∏°µÒª®Œ∆µƒ±£≈Ø≥ƒ“¬£¨ƒÐ∏¸ƒÐ¬˙◊„œ˚∑—’þµƒ–Ë«Û£¨æþ”–«ø¥Ûµƒ –≥°æ∫’˘¡¶°£÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œŒ∆¬∑«ÂŒ˙°¢Œ¸ ™≈≈∫π°¢Õ∏∆¯–‘∫√£¨¥©◊≈ Ê £¨ÀƒºæΩ‘“À£¨¬˙◊„¡À»À√«∏ˆ–‘ªØµƒ“™«Û°£ 1 …˺∆Àº¬∑ —°”√40S√Þ£ØÃÏÀø£ØÕ≠∞±ªÏ∑ƒ…¥Œ™±Ì≤„°¢100 D/288 F≥¨œ∏µ”¬⁄Õ¯¬ÁÀøŒ™¿Ô≤„µƒÀ´≤„’Î÷Ø≈˜≤º£¨ÃÏÀø√Ê¡œ”–’ÊÀø∞„µƒ ÷∏–∫Õ”≈—≈µƒπ‚‘Û£¨æþ”–§Ω∫œÀŒ¨¡º∫√µƒŒ¸ ™–‘£¨”÷”–∫œ≥…œÀŒ¨ƒ«—˘µƒ∏þ«ø∂» «∑˛◊∞√Ê¡œµƒº´∆∑°£Õ≠∞±Àø «¥”¥øÃÏ»ª÷≤ŒÔœÀŒ¨÷–÷¡∂≥ˆµƒ“ª÷÷ø…◊‘»ªΩµΩ‚µƒ»´–¬¬Ã…´ª∑±£‘Ÿ…˙œÀŒ¨ÀÿœÀŒ¨£¨≤ªŒ€»æª∑æ≥£¨ «∏œ≥¨ ¿ΩÁ≥±¡˜µƒ¬Ã…´ª∑±£∑ƒ÷Ø∆∑°£Õ≠∞±ÀøœÀŒ¨æþ”–”≈“ϵƒ»æ…´∫Õœ‘…´–‘£¨ø…“‘»æ≥…∏˜÷÷œ —Þµƒ—’…´£¨Õ≠∞±œÀŒ¨ªπæþ”–¡º∫√µƒÀ¨ª¨–‘∫Õøπæ≤µÁ–‘£¨ø…”λŒ∫Œ≤ƒ¡œ∏¥∫œ£¨÷∆≥…∏˜÷÷∏þµµÀø÷Ø∫Õ’Î÷،ԣ¨Õÿ’π¡À–¬÷ ∏–µƒ±Ìœ÷¡Ï”Ú°£√Þ”ÎÃÏÀø°¢Õ≠∞±ªÏ∑ƒ£¨√Ê¡œπ‚‘Û£¨À¨ª¨£¨æþ”–¡º∫√øπæ≤µÁ–‘°£Õ®π˝»æ…´°¢Àøπ‚°¢÷≤»Þ°¢”°ª®°¢¿≠»Þ°¢∫Û’˚¿Ì£¨ π±£≈؃⁄“¬º¥±£≈Ø”÷ ±…–£¨‘ˆ«ø√Ê¡œ µ”√–‘ƒÐ°£ 2 ‘≠¡œ—°‘Òº∞÷ؑϱý÷Ø𧓒£∫ ª˙–Õ ÷–π˙îÕÂÀ´√Ê¥Û‘≤ª˙ ª˙∫≈ 32’Î/25.4mm Õ≤æ∂ 30°± ∑˘øÌ 140 cm ’Î÷ØŒÔ≤…”√’˝√ÊŒ™59%µƒ40÷ß√Þ£ØÃÏÀø£ØÕ≠∞±£®56%√Þ39%ÃÏÀø5%Õ≠∞±£©ªÏ∑ƒ…¥°¢∑¥√ÊŒ™41%µƒ100D/288F≥¨œ∏µ”¬⁄Õ¯¬ÁÀøΩ¯––±ý÷Ø≥…À´≤„≈˜≤º°£ 3 ”°»æ𧓒 𧓒¡˜≥ã∫≈˜…¥—°‘Ò°˙÷Ø‘Ï°˙≥˝”Õ°˙»æµ”°˙Àøπ‚°˙¡∑∞◊°˙÷≤»Þ°˙”°ª®°˙’٪ذ˙ÀÆœ¥°˙º”∆√´º¡°˙ ¿≠√´°˙º”»Ì∂®–Œ°˙DF¥¶¿Ì°˙‘§Àı°˙≥…∆∑ºÏ—È°˙∞¸◊∞°˙≥ˆ≥ß°£ 3.1 ≥˝”Õ𧓒 ‘⁄∑ƒ…¥π˝≥ÃÕ®≥£ª·º”»Î∆Ωª¨º¡£¨»·»Ìº¡£¨”Õº¡µ»∑¿’≥÷˙º¡£¨Œ“√«≤…”√œ¥µ”º¡EPD-CΩ¯––≥˝”Õ£¨≤…”√¥À𧓒£¨º»ø…“‘±Ð√‚…¥œþ ÐÀ£¨“≤ø…“‘±Ð√‚Àøπ‚ ±“Ú≤º√Ê¥¯”Õº¡∂¯‘Ï≥…µƒ”Õ∞þ°¢ºÓ∞þµ»“ªœµ¡–≤°¥√°£ …˱∏—°–Õ£∫≤…”√¡¢–≈THENΩ⁄ƒÐ–Õ∆¯¡˜»æ…´ª˙°£ 𧓒≤Œ ˝£∫ Œ¬ ∂»£∫ 98°Ê ± º‰£∫ 20 min œ¥µ”º¡EPD-C: 0.8 g/L 3.2 »æ…´π§“’ 3.2.1µ”¬⁄»æ…´ »æ…´÷ª»æµ”≤ª»æ√Þ£¨Œ“√«≤…”√–¬“ª¥˙∆¯¡˜∏◊»æ…´£¨÷ØŒÔΩË÷˙”⁄∫¨”– ™∆¯ªÚ’þÀÆ’Ù∆˚µƒ∆¯ÃÂÕ®µ¿∂¯—≠ª∑£¨ŒÞ–Ë»æ“∫ªÚÀÆΩÈ÷ ‰ÀÕ÷،ԣ¨¥Û¥Ûºı…Ÿ¡À»æ¡œ£¨ªØ—ß÷˙º¡º∞ƒÐ‘¥µƒœ˚∫ƒ¡ø°£Õ®π˝µ˜’˚––ª˙≤Œ ˝£¨ ºı…ŸÃÏÀø≤¡…À°£Õ¨ ±£¨÷،ԑ⁄∏◊÷–¥Í»ý£¨∏≥”Ë÷،ԻÌ≈¥µƒ ÷∏–°£ »æ…´¥¶∑Ω£∫ ∑÷…¢ª∆SE-RL O.126% ∫ÏS2GFL 0.445% …Ó¿ºH-GL l.515% ±˘¥◊À· 1.0g/L ¡ÚÀ·Ôß 0.5g/L ‘»»æº¡ 0.67g/L ÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œµ”¬⁄»æ…´π§“’«˙œþ»ÁÕºlÀ˘ æ°£
Õº1 µ”¬⁄»æ…´π§“’«˙ 3.2.2ªπ‘≠«Âœ¥π§“’ ΩµŒ¬µΩ78°Ê»°—˘OK∫Û£¨÷±Ω”º”»Î¥øºÓ∫Õ±£œ’∑€Ω¯––ªπ‘≠«Âœ¥£¨ªπ‘≠«Âœ¥¥¶∑Ω£∫ ¥ø ºÓ 3g/L ±£œ’∑€ 2 g/L ªπ‘≠«Âœ¥π§“’«˙œþ»ÁÕº2À˘ æ°£
Õº2 ªπ‘≠«Âœ¥π§“’«˙œþ 3.2.3µ◊≤º∂®–Œπ§“’ ∂®–Œµƒƒøµƒ÷˜“™ «œ˚≥˝‘⁄»æ…´π˝≥Ã÷–≤˙…˙µƒ÷Â∫€£¨±£≥÷÷،ԱÌ√Ê∆Ω’˚£¨≤…”√¡¢–≈√≈∏ª ø∂®–Œª˙£¨ 𧓒≤Œ ˝Œ™£∫ Œ¬∂»£∫ 170°Ê ≥µÀŸ£∫ 60 m/min ≥¨Œπ£∫ 10% ∑Á¡ø£∫ 1500 r/min ‘˛≥µ—π¡¶£∫ 5 kgf/cm2 3.3 Àøπ‚𧓒 ≤…”√π˙≤˙◊‘––…˺∆∫Ï∆όޒ≈¡¶∆Ω∑˘’Î÷ØÀøπ‚ª˙£¨∏√∆Ω∑˘Àøπ‚ª˙ ”√∆∑÷÷π„°¢≤Ÿ◊˜∑Ω±„£¨∆‰º”𧵃’Î÷،Ի慴∫Û…´‘Û—Þ¿ˆ£¨≤º√Ê”–π‚‘Û£¨≥þ¥ÁŒ»∂®–‘‘ˆº”£¨ÀıÀƬ µÕ£¨ƒÐΩ⁄ °»æ¡œ£¨”≈—°Àøπ‚𧓒≤Œ ˝Œ™£∫ Àøπ‚ºÓ≈® 185g/L ≥µÀŸ 18m/min ≤…”√Àøπ‚µ≠ºÓªÿ”√‘˛≤€°¢∑‚±’ Ω—≠ª∑Àøπ‚ºº ı°¢◊‘∂Ø≤‚≈‰ºÓº∞µ≠ºÓ∑÷¡˜ªÿ ’¿˚”√œµÕ≥£¨œ‘÷¯ΩµµÕ¡ÀÀøπ‚π˝≥Ã÷–µƒŒÔ¡œœ˚∫ƒº∞ƒÐ‘¥À∫ƒ°£ ÷ØŒÔæ≠π˝Àøπ‚∫Û£¨”…”⁄œÀŒ¨≈ڪأ¨œÀŒ¨◊ðœÚÃÏ»ª≈§◊™œ˚ ߣ¨∫·Ωÿ√Ê≥…Õ÷‘≤–Œ£¨∂‘π‚µƒ∑¥…‰√ʪ˝‘ˆº”£¨“Ú∂¯ π÷ØŒÔ∆Ω’˚∂»¥Û¥Û÷∏þ£¨√Ê¡œ∏¸æþπ‚œ ¡¡¿ˆ°£Õ®π˝”≈—°Àøπ‚𧓒£¨ πµ√Õ≠∞±œÀŒ¨≤ª ÐÀ…À£¨ √Ê¡œ«ø¡¶º´º—≤ª“◊¥ýÀ£¨∂ý÷÷œÀŒ¨…œ»æÕ¨…´–‘“ª÷¬£¨◊Ðõ√…´…Ó£¨≤º√Ê…´‘Û¡¡¿ˆ±•¬˙°£ 3.4 ¡∑∞◊𧓒 —°”√ªÿ”√ºÓ¡∑∞◊£¨ªÿ”√ºÓÕ®π˝—ıªØ∑®∫Õø¡ªØ∑®œýΩ·∫œµƒ∑Ω∑®£¨ πŒ€ºÓ÷–µƒ”–ª˙ªπ‘≠ŒÔ÷ ∫Ռު˙‘”÷ ª˘±æ≥˝æª£¨ πªÿ ’ºÓÕÍ»´ø…“‘—≠ª∑ π”√”⁄…˙≤˙°£ ¡∑∞◊𧓒¥¶∑Ω£∫ ªÿ”√ºÓ340 5g/L À´—ıÀÆ 5g/L 1003À´—ıÀÆŒ»∂®º¡ 0.5 g/L æ´¡∂º¡3001 1g/L Œ¬∂» 98°Ê ±º‰ 20 min ¡∑∞◊ÕÍ≥…∫Ûº”»Î0.5 g/L±˘¥◊À·÷–∫Õ°£ 3.5÷≤»Þ𧓒 ≤…”√æ≤µÁ÷≤»Þ£¨÷≤»Þ «¿˚”√µÁ∫…Õ¨–‘œý≥‚“Ï–‘œýŒ¸µƒŒÔ¿ÌÃÿ–‘£¨ π»Þ√´¥¯…œ∏∫µÁ∫…£¨∞—–Ë“™÷≤»ÞµƒŒÔÃÂ∑≈‘⁄¡„µÁŒªªÚΩ”µÿÃıº˛œ¬£¨»Þ√´ ÐµΩ“ÏµÁŒª±ª÷≤ŒÔõƒŒ¸“˝£¨≥ ¥π÷±◊¥º”ÀŸ∑……˝µΩ–Ë“™÷≤»ÞµƒŒÔñÌ√Ê…œ£¨”…”⁄±ª÷≤ŒÔÃÂÕø”–Ω∫’≥º¡£¨»Þ√´æÕ±ª¥π÷±’≥‘⁄±ª÷≤ŒÔÃÂ…œ£¨“Ú¥Àæ≤µÁ÷≤»Þ «¿˚”√µÁ∫…µƒ◊‘»ªÃÿ–‘≤˙…˙µƒ“ª÷÷…˙≤˙–¬π§“’°£ ≤…”√÷≤»Þª˙¡˜ÀÆœþ Ω÷≤»Þ£¨ø… µœ÷¥”µ◊≤ºµƒ…œΩ∫°¢÷≤»Þ°¢∫Ê∏…°¢∏°»Þ«Â≥˝“ª¥Œ–‘»´◊‘∂ØÕÍ≥…£¨»Þ√´—°”√’≥Ω∫œÀŒ¨£®≥§∂»Œ™0.05 cm£©£¨§∫œº¡—°”√ª∑±£◊‘Ωª¡™§∫œº¡£¨ªØ—ߌ»∂®–‘∫√£¨∂‘≈˜≤ºº∞»Þ√´µƒ’≥Ω·¡¶¥Û£¨ ÷∏–»Ì£¨ π”√ ±º”»Î…Ÿ¡øΩª¡™º¡£¨¿˚”⁄÷∏þ÷≤»Þ¿Œ∂»£¨”÷≤ª÷¬Àªµ»Þ√´°£æ≤µÁ∑¢…˙∆˜ ‰≥ˆ÷±¡˜µÁ—π60 kv°£¡Ωº´∞º‰æý8 cm£¨‘⁄÷≤»ÞΩ· ¯∫Û£¨æÕΩ¯»Î∫Êœ‰Ω¯––∫Ê∏…°£∫Ê∏…Œ¬∂»130°Ê£¨ ±º‰5 min°£ Ω´∫Ê∏…∫Ûµƒ≤º÷±Ω”Œπ»ÎÀ¢√´ª˙æ°––À¢√´¥¶¿Ì£¨Ω´÷≤»Þ≤º≤º√Ê…œ≤–”ýµƒ∏°√´«Â¿ÌµÙ£¨≤¢”√Œ¸≥æ∆˜ ’ºØ«Â¿Ìœ¬¿¥µƒ»Þ√´°£ 3.6 ”°ª®π§“’ 3.6.1µ˜Ω¨”°ª®π§“’ ‘⁄ª®–ÕÕº∞∏…´≤ …˺∆…œ≤…”√Ω≤˝µÁƒ‘ªÊÕº”Î≈‰…´œµÕ≥£¨Õ®π˝±‰ªØµƒ∑Ω ΩΩ¯––¥Ó≈‰◊È∫œ£¨◊¢÷ÿ÷≤»Þ∑Á∏Ҕ΅´≤ µƒ«…√ÓΩ·∫œ£¨ π≤˙∆∑µƒ…´≤ ≤„¥Œ∑·∏ª°¢¡¢ÃÂ∏–«ø°£ ªÓ–‘…´Ω¨¥¶∑Ω£∫ µÕ’≥∫£‘ÂÀ·ƒ∆∫˝ 50% ªÓ–‘»æ¡œ x ƒÚÀÿ 5%-10% –°À’¥Ú 1%-3% ∑¿»æ—ŒS 1% ∫œ≥… 100% ”°ª®≤…”√‘≤Õ¯”°ª®ª˙£¨Õ¯ƒø105ƒø£¨”°ª® ±…´Ω¨“™◊¢“‚≥‘Õ∏£¨∑¿÷π÷≤»Þµƒ√´∏˘≤ø≥‘Ω¨≤ª±•¬˙£¨”∞œÏª®–Õ–ßπ˚∫Õ√¿π€£ª∫Ê∑øŒ¬∂»£∫100-120°Ê£¨¥≈¡¶£∫95£¨≥µÀŸ20-30 m/min£¨æ˘‘»∫Ê∏…£¨∑¿÷π¥Ó…´£ª∫Ê∑øŒ¬∂»≤ªƒÐπ˝∏þ£¨∑¿÷π∫£‘ÂÀ·ƒ∆”ΪӖ‘»æ¡œ∫ÕœÀŒ¨∆∑¥”¶£¨¥”∂¯ÕÀΩ¨¿ßƒ—£¨ π≤º√Ê≤ª∆Ω£¨µº÷¬∫Û–¯¿≠√´≤ª‘»°¢ ÷∏–≤Ó°£ 3.6.2’ÙªØ𧓒 ’ÙªØ «”√’Ù∆˚¿¥¥¶¿Ì”°ª®÷،Եƒπ˝≥ã¨∆‰ƒøµƒ « π”°ª®÷ØŒÔÕÍ≥…œÀŒ¨∫Õ…´Ω¨µƒŒ¸ ™∫Õ…˝Œ¬£¨¥”∂¯¥Ÿ π»æ¡œµƒªπ‘≠∫Õ»ÐΩ‚£¨≤¢œÚœÀŒ¨÷–◊™“∆°¢πÃ◊≈£¨’٪ث∞≤…”√◊‘÷∆º” ™◊∞÷√∏¯ ™£¨Ã·∏þ’ÙªØπÃ…´¿Œ∂»º∞µ√…´¬ £¨ΩµµÕ»æ¡œ”√¡ø£¨ºı…Ÿ∑œÀÆ≈≈∑≈£¨≤¢ƒÐ÷∏þ≤˙∆∑∫œ∏Ò¬ °£ 𧓒≤Œ ˝£∫ Œ¬∂» 102°Ê ’Ù∆˚ 0.04 MPa±•∫Õ’Ù∆˚ ±º‰ 10 min ’٪ت˙ «”√”⁄∂‘÷،Ԕ°ª®ªÚ»æ…´∫ÛΩ¯––∆˚’Ù£¨ π»æ¡œ‘⁄÷،ԅœπÃ…´µƒ◊®√≈…˱∏°£÷ØŒÔæ≠π˝Ω¯≤ºµ∂¡¥¡¨–¯œÚ’٪ت˙Ω¯≤º£¨”…”⁄Ω¯≤Ωµ∂¡¥¬÷∆¨≥§ ±º‰¥¶”⁄π§◊˜◊¥Ã¨£¨ª·æ≠≥£≥ˆœ÷¡¥¬÷∆¨ƒ•À—œ÷ÿ∂¯ŒÞ∑®’˝≥£π§◊˜µƒ«Èøˆ£¨–Ë“™Ω´’˚÷ß◊™÷·≤œ¬‘Ÿ∏¸ªª¡¥¬÷∆¨≤≈ø…ºÃ–¯’˝≥£π§◊˜£¨∏¸ªª ±º‰Ωœ≥§£¨≤ªΩˆµ¢ŒÛ…˙≤˙£¨ ªπ‘ˆº”¡ÀƒÐ∫ƒ£¨‘Ï≥…’Ù∆˚¿À∑—£¨Œ™¥À£¨◊‘––—–÷∆“ª÷÷’٪ت˙µ∂¡¥¡¥¬÷◊∞÷√£¨∏√◊∞÷√º∫ªÒπ˙º“ µ”√–¬–Õ◊®¿˚ ⁄»®(◊®¿˚∫≈£∫ZL201720131111.5)£¨≤…”√À´≈≈…ı÷¡∂ý≈≈¡¥¬÷∆¨µƒ¡¥¬÷Ω·π𣨑⁄∆‰÷–“ª¡¥¬÷∆¨ƒ•À∂¯ŒÞ∑®’˝≥£ π”√ ±£¨æÕø…“‘Ω´Ω¯µ∂¡¥øÏÀŸ◊™“∆µΩ∆‰À˚µƒ¡¥¬÷∆¨…œæÕø…ºÃ–¯’˝≥£…˙≤˙£¨±Ð√‚¡ÀΩˆ”–µƒ“ª ∏ˆ¡¥¬÷∆¨ƒ•À—œ÷ÿ–Ë“™Ω´’˚÷ß÷·≤œ¬£¨‘Ÿ∏¸ªª¡¥¬÷∆¨∂¯’º”√¥Û¡ø…˙≤˙ ±º‰µƒ«Èøˆ£¨«“‘Ï≥…¥Û¡ø’Ù∆˚ƒÐ∫ƒ¿À∑—£¨ µœ÷¡À…˙≤˙π˝≥Ã÷–¡¥¬÷∆¨øϪªµƒºº ı–ßπ˚£¨«“≥ˆœ÷µ∂¡¥∆Ã¯π ’œ ±£¨¡ÌÕ‚µƒ¡¥¬÷∆¨“≤ƒÐ’’≥£ π”√£¨¥Û¥Ûºı…Ÿ¿À∑—œ÷œÛ£¨ΩµµÕƒÐ∫ƒ£¨Ã·∏þ…˙≤˙–߬ °£ 3.6.3ÀÆœ¥π§“’ ÀÆœ¥ ±“™∑¿÷πƒ¶≤¡ π÷≤»Þ»Þ√´µÙœ¬¿¥£¨π —°”√∆Ω∑˘’Î÷،Ԕ°ª®∫ÛÀÆœ¥ª˙ÀÆœ¥£¨ÀÆœ¥∑¥”¶œ‰≤…”√ƒÊ¡˜∆Øœ¥π§“’£¨≥˝œý¡⁄œ¥≤€º‰œ¥“∫ƒÊ¡˜Õ‚£¨≤€ƒ⁄ªπ∑÷∏Ò”ÿªÿƒÊ¡˜£¨µÕÀÆŒª°¢–°‘°±»£¨œ¥“∫Ωªªª≥‰∑÷£¨Ã·∏þÀƵƒ—≠ª∑¿˚”√¬ £¨ºı…Ÿ–¬œ ÀÆ π”√£¨Ω⁄‘º’Ù∆˚°£π§“’¡˜≥ã∫ 1#°¢2#∏◊¿‰ÀÆ≥¡а˙3#°¢4#°¢5#∏◊ÀÆŒ¬90°Ê◊Û”“209‘Ìœ¥º¡4g/L°˙6#°¢7#∏◊¿‰ÀÆ«Âœ¥°˙Õ—ÀÆ°˙ø™∑˘°˙∫Ê∏…°£ 3.7∫Û’˚¿Ì◊•√´∂®–Œπ§“’ 3.7.1º”∆√´º¡ Œ™»∑±£◊•»Þµƒ–ßπ˚£¨◊•√´«∞∂‘√Ê¡œΩ¯––º”∆√´º¡∂®–Œ£¨∆√´º¡¥¶∑Ω»Áœ¬£∫ ∆√´º¡ 1.5% øπæ≤µÁº¡ 1.0% ∂®–Œπ§“’≤Œ ˝£∫ ∫Ê∑øŒ¬∂» 160°Ê ≥µÀŸ 30 m/min —π¡¶ 2.5 kgf/cm2 3.7.2◊•√´π§“’ ◊•√´≤…”√”•”ŒMB331D36∆√´ª˙£¨¿≠√´Ω¯≤º“™∆Ω’˚£¨◊•√´ ±»∑±£«∞∫Ûª˙îÀŸ∂»æ˘‘»“ª÷¬£¨”»∆‰ «ø™ª˙°¢πÿª˙ ±£¨∑¥”¶“™øÏ£¨Ω˜∑¿µº≤ºπı¿≠Õ‰±‰–Œ£¨’Î≤º ÐÀ°£ ◊•√´π§“’£∫ ≤ºÀŸ 14.5 m/min Œ˝¡÷◊™ÀŸ 67 r/min ∂◊√´πı◊™ÀŸ 35 r/min ∆√´πı◊™ÀŸ 30 r/min ∫Ûµº’≈¡¶ 1.004% «∞µº’≈¡¶ 0.970% Œ™Ω‚æˆ≤º√Ê ÷∏–∑¢”≤–ŒœÛ£¨»∑±£≤º√ÊÀ…≥⁄”–ªÿµØ£¨–˺∞ ±µ˜’˚À≥’ΰ¢ƒÊ’κ∞¥ÛŒ˝¡÷≤Œ ˝°£ 3.7.3º”»Ì∂®–Œπ§“’ ◊‘÷∆”–ª˙πË»·»Ìº¡ 60 g/L Œ¬∂» 170°Ê ≥µÀŸ 30 m/min 3.7.4 ’Ùƒÿ’˚¿Ì°¢‘§Àı Œ“√«‘⁄DECOFAST…˱∏…œ¡¨–¯º”—π’Ùƒÿ£¨¿Õ∂Ø«ø∂»–°£¨¡¨–¯ªØ≥Ã∂»∏þ£¨’Ùƒÿ–ßπ˚∫√°£æ≠DF’Ùƒÿ’˚¿Ì£¨ π÷ØŒÔ ÷∏–ª¨À¨£¨Õ¶¿®£¨Õ‚π€π‚‘Û∫√°£◊•√´∫Û÷ØŒÔ≥þ¥Á∑¢…˙æÞ¥Û±‰ªØ£¨DF’Ùƒÿ’˚¿Ì∫Û–Ë‘§Àı¥¶¿Ì£¨ π÷،ԖŒÃ¨Œ»∂®°¢≤ª“◊±‰–Œ£¨±£÷§√≈∑˘°¢ÀıÀÆ¥ÔµΩ±Í◊º°£ DF’Ùƒÿ’˚¿Ì𧓒£∫ ’Ù∆˚πı—π¡¶ 2.0 bar µºπÐ’Ù∆˚—π¡¶ 0.80 bar ÀŸ±» 60% ª˙∆˜≥µÀŸ 23 m/min 4 ÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œ≤˙∆∑–‘ƒÐ °∞÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œ°±≤˙∆∑÷¥––±Í◊ºŒ™GB/T 22848-2009°∂’Î÷Ø≥…∆∑≤º°∑£¨≤˙∆∑÷ ¡ø÷∏±Í”……ЖÀ≥ˆ»Îæ≥ºÏ—Ⱥϓþæ÷◊€∫œºº ı∑˛ŒÒ÷––ƒ≤‚ ‘£∫øπæ≤µÁ∞¥’’GB/T 12703.1-2008∞ÎÀ•∆⁄∑®”…π˙º“…˙èº∞π¶ƒÐ∑ƒ÷Ø∆∑∑˛◊∞÷ ¡øºý∂ΩºÏ—È÷––ƒ≤‚ ‘£¨∏˘æð…œ ˆº”π§π§“’…˙≤˙÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œ£¨Õº∞∏–ßπ˚»ÁÕº3À˘ 棨≤¢∂‘∆‰øπæ≤µÁº∞∆‰À¸œýπÿ–‘ƒÐΩ¯––≤‚ ‘£¨Ω·π˚»Á±Ì1À˘ æ°£
Õº3 ÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œÕº∞∏–ßπ˚ ±Ì1 ÷≤»Þ”°ª®Àøπ‚√Þ±£≈Ø√Ê¡œ≤˙∆∑–‘ƒÐ
”…±Ìl∫ÕÕº3ø…÷™£¨Õ®π˝…œ ˆº”π§π§“’…˙≤˙µƒ≤˙∆∑£¨øπæ≤µÁ–‘∫√£¨ «“ªøÓƒÕæ√–Õøπæ≤µÁ∑ƒ÷Ø∆∑£ª∏˜œÓºº ı÷∏±Í»´≤ø∑˚∫œGB/T 22848-2009°∂’Î÷Ø≥…∆∑≤º°∑”≈µ»∆∑“™«Û£¨≥þ¥ÁŒ»∂®£¨÷ µÿ»·»Ì°¢≤ª“◊∆√´∆«Ú°¢∂•∆∆«ø¡¶∏þ°¢…´¿Œ∂»∫√£¨’˝√Ê…´≤ ≤„¥Œ∑·∏ª°¢ª®–Õæ´œ∏°¢æþ”–Àø≥Ò∞„µƒπ‚‘Û°¢”÷”––ª®∞„µƒ÷≤»Þ¡¢Ãª®Œ∆£¨“ªøÓ”≈¡ºµƒ¬Ã…´ ±…–±£≈Ø√Ê¡œ°£ 5Ω· ¯”Ô —°”√◊‘––≈‰±»µƒÃÿ ‚–‘ƒÐœÀŒ¨ªÏ∑ƒ÷Ø‘Ï°¢Õ®π˝≥˝”Õ°¢»æµ”°¢Àøπ‚°¢÷≤»Þ°¢”°ª®£¨◊•√´°¢π¶ƒÐ–‘’˚¿Ìµ»£¨ π±£≈Ø√Ê¡œ’˝√Êæþ”–Àø“ª∞„µƒπ‚‘Û°¢¥Ã–Â∏–µƒ∂¿Ãÿ◊∞ Œ–ßπ˚£¨…´≤ ≤„¥Œ∑·∏ª°¢¡¢ÃÂ∏–«ø£¨√Ê¡œ¥©◊≈ Ê £¨∏ˆ–‘ ±…–£ª¡¨–¯ªØµƒª˙–µ’˚¿Ìºº ı£¨∏≥”Ë√Ê¡œ√´ƒÿ∞„µƒ»·»Ì ÷∏–∫Õ¡º∫√µƒ±£≈Ø–‘£¨≤˙∆∑–ŒÃ¨Œ»∂®°¢≤ª“◊±‰–Œ£¨Õ‚π€π‚‘Û∫√£¨Õ¨ ±£¨Ω⁄‘º”√ÀÆ°¢ºı…ŸŒ€»æŒÔ≈≈∑≈°£ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||