|
|
|
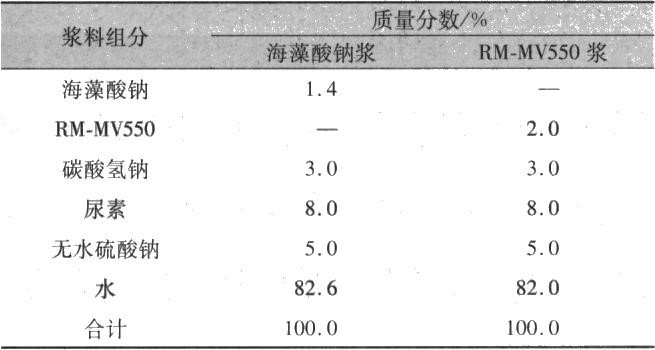
ЫПУоНЛжЏЮяЛюадШОСЯЪ§ТыгЁЛЈдЄДІРэНЌСЯЕФбаОП2022-04-03ГТЮФ УЩШНОе ЩђГчМЮ МЮаЫжАвЕММЪѕбЇдКЪБЩаЩшМЦбЇдК ГТЮФ УЩШНОе МЮаЫН№ТѕЪ§ТыЗФжЏПЦММЙЩЗнгаЯоЙЋЫО ЩђГчМЮ еЊвЊЃКеыЖдЫПУожЏЮяЪ§ТыгЁЛЈДцдкЕФЕУЩЋЧГЁЂЩјЛЏТЪВюЁЂЭЌЩЋадВюЕШЮЪЬтЃЌЮФеТВЩгУСНжждЄДІРэНЌСЯЃЈКЃдхЫсФЦНЌКЭИДКЯК§СЯRM-MV550НЌЃЉЖдЫПУоНЛжЏЮяНјаадЄДІРэЃЌВтЪдСНжждЄДІРэНЌСЯЖдЫПУоНЛжЏЮяЩЯНЌКѓЪ§ТыгЁЛЈЕФБэЙлЩЋЩюK/SжЕЁЂЩјЭИТЪЁЂОЋЯИЖШЁЂДПУожЏЮяКЭецЫПжЏЮяЕФЭЌЩЋЦНКтжЕМАЩЋРЮЖШЕШЁЃНсЙћБэУїЃЌЯрНЯгкКЃдхЫсФЦК§СЯЃЌИДКЯК§СЯRM-MV550дЄДІРэЫПУоНЛжЏЮяЪ§ТыгЁЛЈКѓБэЙлЕУЩЋСПТдЕЭЃЌЩјЭИадИќКУЃЌОЋЯИЖШКЭЭЌЩЋадИќИпЃЌгыДЫЭЌЪБИїЯюЩЋРЮЖШПЩДя4МЖМАвдЩЯЃЌДяЕНЩњВњКЭЪЙгУЕФвЊЧѓЁЃ ЙиМќДЪЃКЫПУоНЛжЏЮяЃЛКЃдхЫсФЦЃЛИДКЯК§СЯЃЛРЈадШОСЯЃЛЪ§ТыгЁЛЈЃЛЩЋРЮЖШ ЫцзХШЫУЧЖдЗФжЏУцСЯЪБЩаЛЏвЊЧѓдіМгЃЌИіадЛЏЁЂЖрбљЛЏЧїЪЦвбОаЮГЩЃЌПЭЙлЩЯвЊЧѓВњЦЗИќаТЛЛДњЕФжмЦкдНРДдНЖЬЃЌЬиБ№ЪЧгКЯХЎадЪБзАУцСЯашЧѓЕФгЁЛЈВњЦЗШевцдіЖрЃЌЦфжаЫПУоИДКЯЃЈЛьЗФЛђНЛжЏЃЉУцСЯШкКЯСЫецЫПЯЫЮЌКЭУоЯЫЮЌЕФгХСМЬиадЃЌЪжИаШсШэЁЂЙтдѓШсКЭЁЂЮќЪЊЭИЦјЁЂаќДЙадКУЃЌЖјЧвМлИёЪЪжаЃЌЕУЕНСЫЯћЗбепЕФЯВАЎЁЃШЛЖјецЫПЯЫЮЌКЭУоЯЫЮЌВЛЭЌЕФРэЛЏаджЪКЭНсЙЙЃЌЪЙЕУЫПУоИДКЯУцСЯЕФШОЩЋКЭгЁЛЈМгЙЄБфЕУНЯЮЊРЇФбЁЃДЋЭГЕФЛюадШОСЯгЁЛЈЙЄвеЭЈГЃДцдкжмЦкГЄЁЂОЋЖШВЛИпЁЂЛЈЛиКЭЬзЩЋЪмЯожЦЁЂЮлШОНЯДѓЕШЮЪЬтЃЌФбвдТњзуИпЖЫЪаГЁЖдгЁЛЈУцСЯИпОЋЯИЁЂПьЗДгІЁЂТЬЩЋМгЙЄЕШвЊЧѓЃЌиНаыПЊЗЂЪЪгУгкЫПУоИДКЯУцСЯЕФИпжЪСПгЁЛЈМгЙЄЙЄвеММЪѕЁЃ Ъ§ТыгЁЛЈЪЧЛљгкОЋЯИСїЬхЗжРыГЩвКЕЮЕФдРэЖјПЊЗЂГіЕФаТаЭЗЧНгДЅЪНгЁЛЈЗНЪНЃЌВЛЭЌбеЩЋЕФЮЂаЁФЋЕЮЭЈЙ§МЦЫуЛњПижЦЕФЪ§зжХчФЋгЁЛЈЛњХчЩфЕўМгдкжЏЮяБэУцаЮГЩгЁЛЈЭМАИЫљашЕФбеЩЋЁЃгыДЋЭГгЁЛЈММЪѕЯрБШЃЌЪ§ТыгЁЛЈОпгаЩњВњЙ§ГЬМђЛЏЁЂЮоашжЦАцКЭЕїНЌЁЂЩЋВЪЗсИЛЁЂЭМаЮБЦецЁЂЕЭФмКФЁЂЕЭЮлШОЕШгХЪЦЃЌЖјЧвЖдВњЦЗЕФЦЗжжФмзіЕНПьЫйЕїећЃЌгІгУЧБСІОоДѓЁЃ ЕЋЪЧЪ§ТыХчФЋгЁЛЈВЛФмжБНгНЋгЁЛЈЫљгУЕФжњМСМгШыЕНШОСЯФЋЫЎжаШЅЃЌЙЪжЏЮяЪ§ТыгЁЛЈЧАашвЊНјааЩЯНЌдЄДІРэЃЌЕЋдЄДІРэНЌСЯПижЦВЛКУШнвзв§Ц№гЁЛЈжЏЮяЕУЩЋЧГЁЂЩјЛЏТЪВюЁЂЭЌЩЋадВюЕШЮЪЬтЃЌЖдгкЫПУоИДКЯУцСЯЕФгАЯьгШЮЊЭЛГіЃЌНЕЕЭСЫВњЦЗЕЕДЮКЭИНМгжЕЁЃЖдЫПУоИДКЯУцСЯЪ§ТыгЁЛЈЕФдЄДІРэК§СЯвЊЧѓЪЧФмЪЙДІРэЕФУцСЯЪ§ТыгЁЛЈКѓОпгаСМКУЕФЕУЩЋСПЁЂНЯИпЩјЭИадЁЂ НЯМбЕФОЋЯИЖШЁЂСМКУЕФЭЌЩЋадЕШЁЃБОбаОПЗжЮіСЫСНжжК§СЯЖдЫПУоНЛжЏЮяЛюадШОСЯЪ§ТыжБХчгЁЛЈЕФгАЯьЃЌШЗЖЈСЫЫПУоНЛжЏЮяЛюадШОСЯФЋЫЎЪ§ТыгЁЛЈзюМбЕФдЄДІРэК§СЯМАЦфдЄДІРэЙЄвеЃЌЬсИпСЫгЁЛЈаЇЙћЁЃ 1Ъдбщ 1.1ВФСЯгывЧЦї УцСЯЃКецЫПжЏЮяЦНЗНУзжЪСПЮЊ52gЃЏm2ЃЈЭЉЯчЪаЛЊРзЫПжЏгаЯоЙЋЫОЃЉЃЌШЋУожЏЮяЦНЗНУзжЪСПЮЊ61 g/ m 2ЃЈЩмаЫЪаШёЬЉЗФжЏЦЗгаЯоЙЋЫОЃЉЃЌ30%ЫП/70%УоНЛжЏЮяЦНЗНУзжЪСПЮЊ51gЃЏm2ЃЈКўжнФЯфБцЬШЛЫПГёгаЯоЙЋЫОЃЉЁЃ вЉЦЗЃККЃдхЫсФЦЃЈЧрЕКУїдТКЃдхМЏЭХгаЯоЙЋЫОЃЉЃЌRM- MV550ЃЈвтДѓРћLamhertiЙЋЫОЃЉЃЌФђЫиЃЈНЫеЛЊВ§ЛЏЙЄЙЩЗнгаЯоЙЋЫОЃЉЃЌЮоЫЎСђЫсФЦЃЈЛДАВФЯЗчбЮЛЏЙЄгаЯоЙЋЫОЃЉЃЌЬМЫсЧтФЦЃЈКМжнСњЩНЛЏЙЄгаЯоЙЋЫОЃЉЃЌЛюадФЋЫЎгаCYANЁЂEXTRA MAЁЊ GENTAЁЂYELLOWЁЂBLACKЁЂSKYЁЂPINKЁЂORANCEЁЂBLUEЁЂ GRAYЃЈКМжнОЉОЉПЦММгаЯоЙЋЫОЃЉЁЃ вЧЦїЃКЩЯНЌЛњЃЈвЧеїЪаЗЩДяЗФжЏЛњаЕЃЉЃЌHM1800B-TK12-AI Ъ§ТыгЁЛЈЛњЃЈЩюлкКыУРЪ§ТыЗФжЏММЪѕгаЯоЙЋЫОЃЉЃЌеєЛЏЛњЃЈНвѕЪаБЖЗЂгЁШОЛњаЕгаЯоЙЋЫОЃЉЃЌColor i5МЦЫуЛњВтЩЋвЧЃЈУРЙњАЎЩЋРіЙЋЫОЃЉЃЌSW-12AЂђФЭЯДЩЋРЮЖШЪдбщЛњЃЈЮТжнДѓШйЗФжЏвЧЦїгаЯоЙЋЫОЃЉЃЌBSJ200-45ЕчзгЬьЦНЃЈББОЉШќЖрРћЫЙЬьЦНгаЯоЙЋЫОЃЉЃЌNDJ-8SЪ§Яда§зЊ№ЄЖШМЦЃЈЩЯКЃОЋЬьЕчзгвЧЦїгаЯоЙЋЫОЃЉЁЃ 1.2ЗНЗЈ 1.2.1дЄДІРэНЌДІЗН дЄДІРэНЌДІЗНШчБэ1ЫљЪОЁЃ БэlдЄДІРэНЌДІЗН
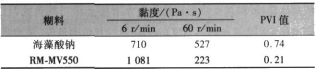
1 2 2Ъ§ТыХчФЋгЁЛЈЙЄвеСїГЬ ЩЯНЌдЄДІРэЃЈдўгрТЪ90%зѓгвЃЉЁњКцИЩЁњЪ§ТыжБХчгЁЛЈЁњКцИЩЁњеєЛЏ( 102ЁцЃЌ8 min) ЁњЫЎЯДЁњдэЯД(90ЁцЃЌ5 min) ЁњКцИЩЁЃ 1 2.3ВтЪдЗНЗЈ БэЙлЩЋЩюK/SжЕЃКгУЛюадЩЋФЋЕЅЩЋХчгЁ10cmЁС30 cmЩЋПщЃЌОеєЛЏЁЂЫЎЯДЁЂьйИЩКѓНЋжЏЮяелЕўжСВЛЭИЙтЃЌВЩгУВтЩЋХфЩЋвЧЃЌдкD65ЃЌЙтдДЁЂ10ЁЃБъзМЪгГЁЁЂ6 mmВтСППзОЖЯТВтЖЈжЏЮяЩЯВЛЭЌЮЛжУЕФБэЙлЩЋЩюK/SжЕ3ДЮЃЌШЁЦНОљжЕЁЃ гЁЛЈ№ЄЖШжИЪ§ЃЈPVIжЕЃЉЃКВЩгУЪ§Яда§зЊ№ЄЖШМЦЃЌИљОндК§ЕФ№ЄЖШбЁШЁКЯЪЪЕФзЊзгЃЌЗжБ№ВтЪддкзЊЫй6 r/minКЭ60 r/min ЯТдК§ЕФ№ЄЖШЃЌАДЯТЪНМЦЫуPVIжЕЁЃ
ЪНжаЃКІЧ 60БэЪОдк60 r/minзЊЫйЯТВтЖЈЕФ№ЄЖШЃЌmPa.sЃЛІЧ 6БэЪОдк6 r/minзЊЫйЯТВтЖЈЕФ№ЄЖШЃЌmPa.sЁЃ ЩјЭИТЪЃКгУЛюадЩЋФЋЕЅЩЋХчгЁ10 cmЁС30 cmЩЋПщЃЌОеєЛЏЁЂЫЎЯДЁЂьйИЩКѓНЋжЏЮяелЕўжСВЛЭИЙтЃЌВЩгУВтЩЋХфЩЋвЧЃЌдкD65ЃЌЙтдДЁЂ10ЁЃБъзМЪгГЁЁЂ6 mmВтСППзОЖЯТВтЖЈжЏЮяЩЯВЛЭЌЮЛжУЕФБэЙлЩЋЩюK/SжЕ3ДЮЃЌШЁЦНОљжЕЃЌИљОнЯТЪНМЦЫуГідЄДІРэК§СЯгЁЛЈЕФЩјЭИТЪЁЃ
ОЋЯИЖШЃКЩшМЦХчгЁПэЖШЗжБ№ЮЊ0.2ЁЂ0.5 mmКЭl mmЃЌвд100%ФЋСПЕФКкЩЋЛюадФЋЫЎЖдгУВЛЭЌК§СЯдЄДІРэЕФЫПУоНЛжЏЮяНјааЪ§ТыХчгЁЃЌОЙ§еєЛЏЫЎЯДДІРэКѓЃЌгУЩЈУшвЧЖджЏЮяЩЯЕФЯпЬѕЭМАИЩЈУшЃЌВЩгУNanoMeasurerЖдЯпЬѕДжЯИНјааМЦЫуЃЌИљОнЯТЪНМЦЫугЁЛЈЩјЛЏТЪЁЃ
ЪНжаЃКRЮЊЛЈаЮЩјЛЏТЪЃЛLoЮЊдЩшМЦЕФгЁЛЈЯпЬѕПэЖШЃЛL1ЮЊеєЛЏДІРэКѓгЁЛЈЯпЬѕПэЖШЁЃ ЭЌЩЋЦНКтжЕЃКЗжБ№ВтЖЈУоКЭецЫПжЏЮягУВЛЭЌК§СЯдЄДІРэКѓЃЌЪЙгУ9жжЛюадШОСЯЩЋФЋХчгЁЁЂеєЛЏЁЂЫЎЯДКѓЕФБэЙлЩЋЩюжЕK/SжЕЃЌИљОнЯТЪНМЦЫуГіЭЌЩЋадЦНКтжЕЃЌQжЕдННгНќгк1.жЏЮяЕФЭЌЩЋаддНКУЁЃ
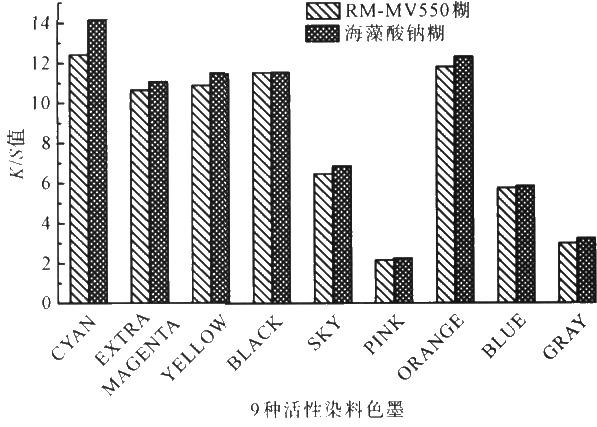
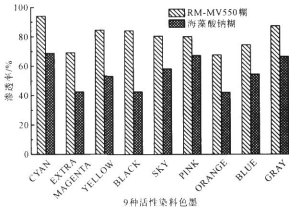
ЩЋРЮЖШЃКАДееCB/T 3921-2008ЁЖЗФжЏЦЗЩЋРЮЖШЪдбщФЭдэЯДЩЋРЮЖШЁЗЗНЗЈВтЖЈФЭдэЯДЩЋРЮЖШЃЌВЮееCB/T 3920-2008 ЁЖЗФжЏЦЗЩЋРЮЖШЪдбщФЭФІВСЩЋРЮЖШЁЗВтЪдгЁЛЈжЏЮяИЩЪЊФІВСЩЋРЮЖШЁЃ 2НсЙћгыЗжЮі 2.1дЄДІРэК§СЯЖдЫПУрНЛжЏЮяЪ§ТыгЁЛЈаЇЙћЕФгАЯь 2.1.1БэЙлЕУЩЋжЕ ЗжБ№ЪЙгУКЃдхЫсФЦК§ЁЂRM-MV550К§ЖдЫПУоНЛжЏЮяНјааЩЯНЌдЄДІРэКѓЃЌдкЦфБэУцЪЙгУ9жжЛюадФЋЫЎЕЅЩЋНјааЪ§ТыгЁЛЈЃЌОеєЛЏЁЂЫЎЯДКѓВтЪдИїЩЋПщЕФIUSжЕЃЌВтЪдНсЙћШчЭМ1 ЫљЪОЁЃ
ЭМlСНжждЄДІРэК§СЯЖдЫПУоНЛжЏЮяЪ§ТыгЁЛЈKISжЕЕФгАЯь гЩЭМlПЩжЊЃЌЫПУоНЛжЏЮягУRM-MV550К§дЄДІРэКѓИїЛюадЩЋПщБэУцЕУЩЋСПТдЕЭгкКЃдхЫсФЦК§ЁЃЗжЮіШЯЮЊЃЌRM-MV550 К§ЪЧЕЭ№ЄЖШЕФЙЯЖћЖЙНККЭБћЯЉЫсѕЅРрК§СЯИДХфЖјГЩЃЌОлБћЯЉЫсЖдЛюадШОСЯгаНЯЧПЕФЧзКЭСІЃЌгАЯьСЫЯЫЮЌЖдШОСЯЕФЮќИНРЉЩЂЃЌНЕЕЭСЫжЏЮяЕФЕУЩЋСПЃЌвђЖјRM-MV550К§дЄДІРэЕФЫПУоНЛжЏЮяЕФБэУцбеЩЋТдЧГЁЃ2жжК§СЯдЄДІРэЯТCYANЁЂEXTRA MA- GENTAЁЂYELLOWЁЂBLACKЁЂORANCEБэУцЕУЩЋСПНЯИпЃЌK/SжЕОљИпгкlOЃЌЧвЕУЩЋСПЯрЖдвЛжТЃЌгаРћгкеєЛЏЪБЕФЩЋЙтЮШЖЈадЃЛ SKYЁЂBLUEЁЂPINKКЭGRAYЕФБэУцЕУЩЋСПНЯЕЭЃЌ9жжЩЋФЋФмНЯКУТњзуВЛЭЌЩюЧГЛЈаЭЕФХчгЁаЇЙћЁЃ 2.1.2гЁЛЈЩјЭИад ФГаЉЬиЪтЕФжЏЮяЃЌгЩгкЦфОЮГЯпЧПМгФэЃЌжЏЮяЕФзщжЏЪшЫЩЃЌвђДЫдкгЁЛЈЛђЪЙгУЪБЃЌОЮГЯпШнвзЗДзЊЃЈМДЗДУцЕФЫПЛсЗзЊЮЊе§УцЃЌе§УцЕФЫПЛсЗзЊЮЊЗДУцЃЉЃЌЫзГЦЁАЗЫПЁБЁЃЁАЗЫПЁБЛсЪЙгЁЛЈЭМАИОжВПбеЩЋВЛвЛжТЖјаЮГЩДУЦЗЃЌЖјЧвгЁЛЈЮЇНэЕФе§ЗДУцбеЩЋШєФмЙЛвЛжТЛсИќМгУРЙлЁЃЮЊСЫКтСПжЏЮяе§ЁЂЗДУцбеЩЋЕФвЛжТадЃЌПМВьК§СЯЖдШОСЯЕФЩјЭИаЇЙћЃЌВтЪдВЛЭЌК§СЯдЄДІРэКѓЛюадШОСЯЪ§ТыгЁЛЈВњЦЗЩјЭИТЪЃЌНсЙћШчЭМ2ЫљЪОЁЃ
ЭМ2СНжждЄДІРэК§СЯЖдЫПУоНЛжЏЮяЪ§ТыгЁЛЈЩјЭИадЕФгАЯь №ЄЖШЯЕЪ§PVIжЕЗДгГСЫдК§ЕФСїБфадЛђДЅБфадЃЌЪ§жЕдНаЁЃЌДЅБфадОЭдНКУЃЌдђСїЬх№ЄЖШЫцМєЧагІСІБфДѓЖјМѕаЁЕФГЬЖШдНЯджјЃЌМйЫмаддНЧПЁЃДгЭМ2ПЩвдПДГіЃЌRM-MV550К§ДІРэЫПУоНЛжЏЮяЩЯЕФ9жжЛюадЩЋФЋЕЅЩЋгЁЛЈЩјЭИадОљгХгкКЃдхЫсФЦК§СЯЁЃСэЭтДгБэ2жаСНжжК§СЯЕФPVIжЕПЩжЊЃЌКЃдхЫсФЦЕФгЁЛЈ№ЄЖШжИЪ§ЮЊ0.74ЃЌRM-MV550К§ЕФгЁЛЈ№ЄЖШжИЪ§ЮЊ0.21ЁЃ СНжжК§СЯОљЪєгкМйЫмадСїЬхЃЌБэЯжГіУїЯдЕФЁАМєЧаЯЁЛЏЁБЯжЯѓЁЃ гЩЦфзщГЩКЭЗжзгНсЙЙПЩжЊЃЌКЃдхЫсФЦЗжзгНсЙЙжаЭЌЪБКЌгаДѓСП-OHКЭ-COOвЛЃЌЗжзгМфДцдкЧтМќКЭЗЖЕТЛЊСІЕФЕШзїгУСІЃЌ ГЩМќЛљЭХНЯЩйЃЌЪЙЕУКЃдхЫсФЦК§ХЃЖй№ЄЖШНЯИпЃЌНсЙЙ№ЄЖШНЯЕЭЃЌPVIжЕИќИпЃЌНгНќгкХЃЖйСїЬхЁЃЯрНЯгкКЃдхЫсФЦК§ЃЌRM- MV550ИДКЯК§дкМєЧазїгУЯТ№ЄЖШБфЛЏИќДѓЃЌМДгЩК§ЕФДѓЗжзгМфЕФЧтМќКЭЗЖЕТЛЊСІаЮГЩЕФЭјзДНсЙЙНсКЯЬхЯЕжаздгЩвКЗжзгЙЙГЩЕФНсЙЙад№ЄЖШНЯДѓЃЌдкНўдўдЄДІРэЪБК§ЕФ№ЄЖШБфЛЏИќДѓЃЌ ИќШнвзЩјЭИЕНжЏЮяФкВПЃЌЬсИпСЫЪ§ТыгЁЛЈЕФЩјЭИадЃЌе§ЗДУцЕФЩЋВюНЯаЁЁЃ Бэ2СНжждЄДІРэК§СЯЕФPVIжЕ
2.1.3гЁЛЈЛЈЮЦОЋЯИЖШ гЁЛЈЛЈЮЦОЋЯИЖШЪЧКтСПЫПУоНЛжЏЮяЪ§ТыгЁЛЈжЪСПживЊжИБъЃЌПЩгУгЁЛЈЩјЛЏТЪРДКтСПЃЌЩјЛЏТЪдНЕЭЃЌгЁЛЈЛЈЮЦЕФОЋЯИЖШдНИпЁЃСНжжК§СЯдЄДІРэЕФЫПУоНЛжЏЮяХчгЁВЛЭЌПэЖШЯпЬѕЕФЩјЛЏТЪШчБэ3ЫљЪОЁЃ Бэ3СНжжК§СЯдЄДІРэКѓЪ§ТыгЁЛЈЯпЬѕЩјЛЏТЪ
Ъ§ТыгЁЛЈжБХчЪБЃЌгЩгкЮТЖШЕЭЁЂЪБМфЖЬЃЌФЋЫЎжаЕФШОСЯДѓВПЗжжЛЭЃСєгкдЄДІРэЕФНЌФЄБэУцЃЌЮДФмзЊвЦРЉЩЂЕНЯЫЮЌБэУцМАФкВПЃЌЦћеєЪБНЌФЄКЭжЏЮяЮќЫЎШмеЭЃЌФЋЫЎжаЕФШОСЯЯђЯЫЮЌФкВПЗЂЩњЮќИНКЭРЉЩЂЁЃгЩБэ3ПЩвдПДГіЃЌRM-MV550К§ЕФЯпЬѕЩјЛЏГЬЖШЕЭгкКЃдхЫсФЦК§ЃЌОпгаИќИпЕФДђгЁЯпЬѕЧхЮњЖШЁЃЫфШЛКЃдхЫсФЦЕФНсЙЙ№ЄЖШНЯRM-MV550ИќЕЭЃЌЦфБЇЫЎадФмНЯRM-MV550НЌИќИпЁЃШЛЖјRM-MV550К§жаДцдкИФадЙЯЖћЖЙНККЭБћЯЉЫсѕЅРрЃЌОлБћЯЉЫсгыЛюадШОСЯМфЕФЧзКЭСІНЯЧПЃЌНЕЕЭСЫЦћеєЪБНЌФЄжагЮРыЫЎДјЖЏШОСЯДгНЌФЄЯђжЏЮяЕФОЮГЯђРЉЩЂЕФГЬЖШЁЃЫфШЛжЏЮяЕФЕУЩЋСПЗЂЩњвЛЖЈЯТНЕЕЋОЋЯИЖШЬсИпСЫЃЌЫЕУїRM-MV550К§дкЫПУоНЛжЏЮяЩЯзіОЋЯИЛЈбљЪБОпгавЛЖЈЕФгХЪЦЁЃ 2 1 4гЁЛЈЭЌЩЋад ВтЪдШЋУоМАШЋецЫПжЏЮяОСНжжК§СЯдЄДІРэКѓгУЛюадФЋЫЎЪ§ТыХчгЁВЂОеєЛЏКЭЫЎЯДДІРэЕФжЏЮяK/SжЕЃЌМЦЫуЛюадШОСЯдкСНжжЯЫЮЌЩЯЕФЭЌЩЋЦНКтжЕЃЌНсЙћШчБэ4ЫљЪОЁЃЭЌЩЋЦНКтжЕдННгНќlЃЌдђЫЕУїШОСЯдкСНжжЯЫЮЌЩЯЕФЗжХфдННгНќЃЌЭЌЩЋаддНКУЃЛЗжХфТЪгыlдНЦЋРыЃЌЦфЪ§жЕдНДѓЛђепдНаЁЃЌдђБэУїШОСЯдкЦфжавЛжжЯЫЮЌЩЯЕФЗжХфдНЖрЛђдНЩйЃЌЭЌЩЋаддНВюЁЃ Бэ4СНжжК§СЯдЄДІРэКѓЫПУоНЛжЏжЏЮяЪ§ТыгЁЛЈЭЌЩЋЦНКтжЕ
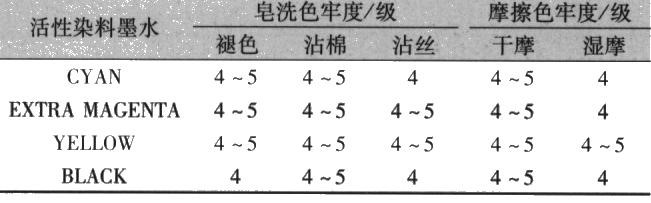
гЩБэ4ПЩМћЃЌдкБОЪдбщЕФдЄДІРэЬѕМўЯТЃЌRM-MV550К§дЄДІРэЕФЭЌЩЋадНЯКЃдхЫсФЦК§ИќКУЃЌЛюадЩЋФЋEXTRA MAGEN- TAЁЂYELLOWЁЂBLACKЁЂSKYЁЂORANCEЁЂBLUEЁЂGRAYдкУоЯЫЮЌКЭецЫПЯЫЮЌЩЯЕФЗжХфТЪНгНќ1.ЭЌЩЋадНЯКУЃЛЛюадЩЋФЋCYANЁЂ PINKдкУоЯЫЮЌКЭецЫПЯЫЮЌЩЯЕФЗжХфТЪЦЋРыlНЯЖрЃЌЭЌЩЋадЩдВюЁЃетЪЧВЛЭЌЛюадШОСЯЕФЛюадЛљЭХгыУоЯЫЮЌКЭецЫПЯЫЮЌЗДгІЕФЛюадгаВювьЃЌЩњВњжавЊзЂвтЩЋФЋЖдЛьЗФЛђНЛжЏУцСЯЛЈЩЋЭЌЩЋадЕФгАЯьЃЌЖдгкНЯДѓПщУцЭМАИЃЌбЁгУЭЌЩЋадКУЕФЛюадШОСЯФЋЫЎПЩвдМѕаЁЭМАИЩЋПщЕФЩЋВюЁЃ 2.2дЄДІРэК§СЯЖдЫПУоНЛжЏЮяЪ§ТыгЁЛЈЩЋРЮЖШЕФгАЯь жЏЮяЪ§ТыгЁЛЈКѓдэЯДЩЋРЮЖШМАИЩЁЂЪЊФІВСЩЋРЮЖШЪЧКтСПжЏЮяЗўгУадФмЕФживЊжИБъЁЃДгБэ5ЁЂБэ6ПЩжЊЃЌСНжжК§СЯдЄДІРэКѓгУЛюадФЋЫЎдкЫПУоНЛжЏЮяЩЯЪ§ТыгЁЛЈКѓЃЌИїЯюЩЋРЮЖШОљДяЕН4МЖМАвдЩЯЃЌДяЕНгІгУПЩНгЪмЗЖЮЇЁЃ Бэ5КЃдхЫсФЦК§дЄДІРэЫПУоНЛжЏЮяКѓЪ§ТыгЁЛЈВњЦЗЩЋРЮЖШ
Бэ6 RM-MV550К§дЄДІРэЫПУоНЛжЏЮяКѓЪ§ТыгЁЛЈВњЦЗЩЋРЮЖШ
3 НсТл ЯрНЯгкКЃдхЫсФЦК§СЯЃЌИДКЯК§СЯRM-MV550дЄДІРэЫПУомЯжЏЮяЪ§ТыгЁЛЈКѓБэЙлЕУЩЋСПТдЕЭЃЌЩјЭИадИќКУЃЌОЋЯИЖШКЭЭЌвиадИќИпЃЌИїЯюЩЋРЮЖШгХСМЁЃ 1) Ъ§ТыгЁЛЈЫПУоНЛжЏЮяЩЯНЌдЄДІРэВЩгУХфЗНЃКRM- MV550 20x)ЃЌЮоЫЎСђЫсФЦ5%ЃЌФђЫи8%ЃЌЬМЫсЧтФЦ3%ЁЃ 2) ВЩгУБОЪдбщбЁгУЕФНЌСЯХфЗНдЄДІРэЃЌЫПУоНЛжЏЮя( 30% ЫП/70%Уо)ЛюадШОСЯФЋЫЎЪ§ТыгЁЛЈПЩЛёЕУНЯКУЕФK/SжЕЃЌОпгаИќКУЕФЩјЭИадЁЂОЋЯИЖШКЭЭЌЩЋадЁЃ 3) ОRM-MV550К§ЩЯНЌдЄДІРэКѓЫПУоНЛжЏЮяЪ§ТыгЁЛЈЩЋРЮЖШНЯКУЃЌдэЯДЩЋРЮЖШМАИЩЁЂЪЊФІВСЩЋРЮЖШДяЕН4МЖМАвдЩЯЃЌ ФмТњзуЯрЙиВњЦЗЗўгУБъзМЕФвЊЧѓЁЃ ВЮПМЮФЯзЃКЃЈТдЃЉ |




.png)