|
|
|
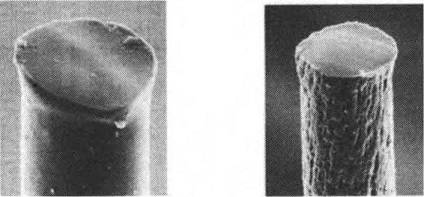
ҙУФҙН·ҪвҫцУЎИҫТө»·ҫіұЈ»ӨОКМвөДјёөгЛјҝј2021-10-10 ХЕҙуКЎ НхҪЁГч ұұҫ©·юЧ°С§Фә ХЕҙуКЎ НхҪЁГч ХӘ ТӘ УЎИҫРРТөөД»·ұЈОКМвФҪАҙФҪТэЖрЙз»бёч·ҪГжөД№ШЧўЈ¬УРР©ОКМвРиТӘРРТөДЪЧФЙнАҙҪвҫцЈ¬ТІУРР©ОКМвУҰөұЎў¶шЗТұШРлҙУЖдЙПУОЖуТөТ»Т»Т»ФҙН·ЈЁ№©ёшІаЈ©АҙјУТФҪвҫцЎЈұҫОДҙУ·ДЦҜУЎИҫјУ№ӨЧоЦчТӘөДФӯБП-ҫЫхҘПЛО¬ИлКЦЈ¬МбіцБЛҪвҫцУЎИҫРРТө»·ҫіұЈ»ӨОКМвөДјёөгЛјҝјЎЈУЎИҫ·ПЛ®ЦРөДҪрКфМаЈ¬Ц»ДЬҙУёДұдҫЫхҘәПіЙөДҙЯ»ҜјБҪвҫцЈ»¶ФұҪ¶юјЧЛбЎўТТ¶юҙјЎўҪ¬БПөИУР»ъОпҝЙТФНЁ№эІЙУГПёө©»тОўПёө©ПЛО¬МжҙъјојхБҝЈ»К№УГЗҝНшПЛО¬ҝЙ·сГвіэЙПҪ¬№ӨТХЈ»МбёЯәЈөәПЛО¬өәЧй·ЦөДұИАэЈ¬ҝЙТФјхЙЩ·ПЛ®ЦРУР»ъОпә¬БҝЈ¬јхЗб»ШКХёәөЈЈ»СРҫҝҝӘ·ўРВРН·ЦЙўИҫБПіЈС№ҝЙИҫҫЫхҘ(NEDDP)ј°ЖдПЛО¬ЦҜОпЈ¬ҝЙҙу·щ¶И(>300%)ҪөөНИҫЙ«№эіМДЬәДЎўЛх¶МИҫЙ«ЙъІъЦЬЖЪ(>20%)Ј»ТэөјК№УГРВРНСфАлЧУИҫБПіЈС№ИҫЙ«ҫЫхҘ(NECDP)ПЛО¬Ј¬І»ҪцҝЙТФҙу·щ¶ИҪөөНДЬәДЎўЛх¶МИҫЙ«ЙъІъЦЬЖЪЈ¬ҝЙН¬КұМбёЯЙПИҫВКЈ¬ҪЪКЎИҫБПЈ¬ ҙпөҪЙоИҫР§№ыЈ¬јхЗб·ПЛ®ҙҰАнёәөЈЈ»»ҜС§ёДРФөДNEDDPј°NECDPҪөөНБЛПЛО¬өДІЈБ§»ҜЧӘұдОВ¶ИЈ¬ УРҝЙДЬҪөөНЦҜОпИИ¶ЁРНОВ¶ИЈ¬јхЙЩИҫБПЙэ»Ә¶ФҙуЖшөДОЫИҫЎЈ №ШјьҙК УЎИҫ »·ҫіұЈ»Ө ·ЗМаҙЯ»ҜјБ ЗҝНшөУВЪіЈС№ИҫЙ«ҫЫхҘ ҪөөНИҫБПЙэ»Ә ЛжЧЕЙъ»оЛ®ЧјМбёЯЈ¬І»ҪцТӘЗуҙ©ТВөДГААцЈ¬ТІТӘЗу·ДЦҜУЎИҫРРТөФЪЙъІъ№эіМј°ІъЖ·К№УГёГ№эіМЦРҫЯУРёьёЯ»·ұЈАнДоЎЈ·ДЦҜУЎИҫРРТөФЪЧӘРНЙэј¶әН·ўХ№өДН¬КұЈ¬ТІТӘОӘМмёьА¶ЎўЛ®ёьЗеЎўҝХЖшёьЗеРВіРөЈЖрЧФјәөДФрИОЎЈҪьДкАҙЈ¬УЙУЪ·ДЦҜУЎИҫРРТөөД»·ұЈОКМвІ»ҙпұкЈ¬І»¶ПіцПЦУЎИҫЖуТөөД№ШЎўНЈЎўІўЎўЧӘКВјюЎЈУЎИҫРРТөөД»·ұЈОКМвУРІ»ЙЩРиТӘУЎИҫРРТөЧФЙнАҙҪвҫцЈ¬ө«КЗТІУРР©ОКМвҝЙТФЈ¬¶шЗТұШРлҙУЙПУОЖуТөөДФҙН·ЈЁ№©ёшІаЈ©ҪвҫцІЕёьі№өЧЎўёьУРР§№ыЎЈұҫОДЦШөгҙУ»ҜПЛРРТөЦРөДЧоҙуЖ·ЦЦЎӘЎӘҫЫхҘөДәПіЙј°ЖдПЛО¬өДіЙРНјУ№ӨИлКЦМбіцјёөгЛјҝјЈ¬ПЈНыДЬ№»УРЛщсФТжЎЈ 1 УЎИҫ·ПЛ®ЦРөДМа ЦШҪрКфМаөД»ҜәПОп¶ФИЛМеҪЎҝөУРәҰЈ¬КфЦВ°©ПУТЙОпЈ¬УИЖдЙЛәҰёОФаЎЈХФПјөИ[1]¶ФЙЬРЛКР86јТөдРНУЎИҫ·ПЛ®ЦРЦШҪрКфМаЕЕ·ЕПЦЧҙј°ЕЕ·ЕФҙҪшРРБЛөчІйЈ¬·ўПЦЧЬМаі¬ұкВКі¬№э25%ЎЈҫЎ№ЬУРИЛНЁ№эКФСйЈ¬ФЪ·ПЛ®ЦРМнјУБтЛбМъ·ўЙъРхДэЎўОьёҪЈ¬К№МаЧӘТЖөҪОЫДаЦРЈ¬¶шәуҪшРР·ЩЙХЎЈМаЛдИ»ҙУУЎИҫ·ПЛ®ЦРЧӘТЖіцАҙЈ¬·ПЛ®ЕЕ·ЕәПёсБЛЈ¬ө«КЗЧоЦХөДОЫДа·ЩЙХУЦК№өГМаЧӘТЖІўЖ®ЙўИлҙуЖшЦРЈ¬ТАИ»І»ДЬұЬГв¶ФИЛМеөДОЈәҰЎЈ УЎИҫ·ПЛ®ЦРөДМаФӘЛШАҙЧФәО·ҪЈҝҝН№ЫөШЛөЈ¬УлУЎИҫі§№ШПөІ»ҙуЈ¬МаФӘЛШЦчТӘАҙЧФУЪУЎИҫЕчІјЦРөДөУВЪЎЈОТ№ъөУВЪөДІъБҝФЭТФ4000Нтt/aјЖЈ¬өУВЪФӯБПөДҫЫхҘәПіЙ№эіМЦРК№УГөДҙЯ»ҜјБјёәх95%ТФЙПКЗҙЧЛбМа»тТТ¶юҙјМаөИ»ҜәПОпЈ¬°ҙХХФӘЛШөДФӯЧУБҝјЖЛгМаФӘЛШФЪХвР©ҙЯ»ҜјБЦРХјУРөДұИАэҙуМеКЗ40%ЎЈГҝЙъІъ1t PETРиНт·ЦЦ®ИэЈЁЦКБҝұИЈ©өДҙЯ»ҜјБЈ¬јҙДкІъ4000НтtөУВЪЈ¬ЖдЦРК№УГБЛә¬МаҙЯ»ҜјБ4800tЎЈөУВЪЦҜОп»төУВЪ»м·ДЦҜОпЙРРиФЪУЎИҫі§өДјоНЛҪ¬ј°ЧЁГЕөДјојхБҝёДРФҙҰАнЈ¬јЩЙиУР50%өДөУВЪЦҜОпТӘҫӯ№эјоНЛҪ¬әНјхБҝҙҰАнЈ¬јхБҝВКЖҪҫщФЪ15%ЧуУТЈ¬ДЗГҙФЪЙПКцҙҰАн№эіМЦР»бҪ«өУВЪЦРөДМаФӘЛШЛжЦ®ҙшИл·ПТәЈ¬ТІҫНКЗЛөГҝДкЦБЙЩ»бУР360tөДМаФӘЛШ»бҪшИлУЎИҫ·ПЛ®Ј¬ХвКЗТ»ёцҝЙЕВөДКэЧЦЎЈ ИзәОјхЙЩЈЁ»тёщіэЈ©·ПЛ®ЦРөДМаФӘЛШЈҝРиТӘҙУјёёц·ҪГжҪвҫцЈә(1)К№УГЖдЛыҙЯ»ҜјБМжҙъМаАаҙЯ»ҜјБЈ»(2)ҙҝөУВЪҫЎҝЙДЬІ»ЙПҪ¬Ј»(3)ЦұҪУК№УГПёө©»тОўПёө©өУВЪЈ¬ГвИҘУЎИҫ№эіМөДјојхБҝҙҰАн№ӨТХЎЈұҫҪЪЦШөгҪйЙЬҙЯ»ҜјБОКМвЈ¬ЖдЛыБҪёцОКМвҙэәуРрЎЈЛдИ»МаАаҙЯ»ҜјБКЗҫЫхҘәПіЙ№эіМУҰУГКұјдЧоҫГЎўСРҫҝәНК№УГЧоіЙКмөДҙЯ»ҜјБЈ¬ө«ЛьөД¶ҫРФТІФзТСұ»ИЛГЗИПЦӘЈ¬Е·ГЛТСФЪІҝ·ЦІъЖ··ҪГжЦЖ¶ЁБЛ·Ё№жЎЈОдИЩИр[2]ФЪЎ¶іЙПЛҫЫәПОпөДәПіЙУлёДРФЎ·Т» КйЦРУРЧЁГЕөДХВҪЪЈ¬ҪйЙЬБЛҫЫхҘәПіЙКұҝЙК№УГөДЛхҫЫҙЯ»ҜјБУР5АаЈ¬°ьАЁМаЎўоСЎўОэЎўХај°ПЎНБАа»ҜәПОпЎЈОдИЩИрөИ[3]ФЪ1980ДкКјҫНТСҫӯПөНіөШСРҫҝоСПөҙЯ»ҜјБФЪҫЫхҘәПіЙЦРөДАнВЫОКМвј°ФЪЙъІъЦРөДУҰУГЈ¬ФЪөұКұОТ№ъЦ»УРРЎ»ҜПЛөДКұҙъЈ¬ПИәуФЪҪӯЛХКЎЎўұұҫ©КРЦұЦБәуАҙФЪМмҪтКҜ»ҜөУВЪі§өД6m3јдРӘКҪҫЫхҘәПіЙЧ°ЦГЙП»сөГБЛУҰУГЎЈҙЛәуЈ¬ТЗХч»ҜПЛСРҫҝФә[4-7]өИөҘО»¶јФЪҪшРРоСПөҙЯ»ҜјБөДЙоИлСРҫҝЈ¬УИЖдМмҪтКҜ»ҜСРҫҝФәУлМмҪтКҜ»ҜөУВЪі§ФЪоСЈҜМаёҙәПҙЯ»ҜјБөДУҰУГ·ҪГжЧцБЛРн¶аСРҫҝј°ІъТө»Ҝ№ӨЧч[8-10]Ј¬ІўЗТТСҫӯФЪ100kt/aБ¬РшКҪЙъІъЧ°ЦГҙу№жДЈУҰУГЎЈұнГчоСПөҙЯ»ҜјБТСҫӯКЬөҪБЛ№ъДЪҙуРН»ҜПЛЖуТөөД№ШЧўЈ¬ҪЁТй№ъјТПа№ШІҝГЕҙУХюІЯ·Ё№ж·ҪГжёшУиТэөјУлЦ§іЦЈ¬ҫЎҝмҙЩҪш·ЗМаАаҙЯ»ҜјБФЪҫЫхҘ№ӨТөЦРөДҙу№жДЈУҰУГЎЈ 2 УЎИҫ·ПЛ®ЦРөДҪ¬БП ОӘұЈЦӨЦҜОпЦҜФм№эіМөДЛіАыҪшРРЈ¬НЁіЈ¶јТӘ¶ФөУВЪҫӯЙҙПИРРЙПҪ¬Ј¬ХвР©Ҫ¬БПЦчТӘУРөн·ЫАаЎўфИјЧ»щПЛО¬ЛШЎўҫЫТТП©ҙј(PVA)ЎўҫЫұыП©ЛбхҘТФј°ёДРФҫЫхҘАа»ҜәПОпЈ¬ТІҝЙТФКЗјёЦЦІДБПөД»мәПК№УГЎЈИ»¶шХвР©Ҫ¬БПУЦұШРлФЪЦҜОпИҫХыјУ№ӨЗ°УГјоИЬТәҙҰАнҪ«ЖдПҙөфЈ¬ХвР©»ҜС§ОпЦКПҙіэЦРЈ¬КЖұШФцјУБЛИҫХы·ПЛ®ЦРөДУР»ъОпә¬БҝЈ¬ МбёЯБЛ»ҜС§РиСхБҝ(COD)ЎЈ ХгҪӯН©АҘ»ҜПЛјҜНЕәНХгҪӯ»гВЎ»ҜПЛУРПЮ№«ЛҫТСҫӯБҝІъБЛТ»ЦЦФЪПЛО¬іЙРО№эіМёшУиЗҝНшВзҙҰАнөДЙҙПЯЈ¬ НшВзАО№МЎўНшөгГЬ¶ИёЯөДЙҙПЯТСҫӯОЮРиЙПҪ¬¶шУҰУГУЪЛуЦҜОпЎЈХвСщЈ¬јИКЎИҘЙПҪ¬Ј¬ТІҫНОЮРиНЛҪ¬ЎЈјҙҪөөНБЛЙъІъіЙұҫЈ¬УЦҪөөНБЛУЎИҫ·ПЛ®ҙҰАнөДёәөЈЈ¬Т»ҫЩБҪөГЎЈПЛО¬јУЗҝНш»бҙшАҙЦҜОпУІНҰЈ¬КЦёРИбИнРФІ»БјөДұЧ¶ЛЎЈҝЙ·сНЁ№эПЛО¬өДПёө©»ҜЎў¶аҝЧ»ҜАҙёДЙЖЎЈ 3 өУВЪөДјојхБҝ·ПЛ® ОӘБЛёДЙЖөУВЪЦҜОпКЦёРәН·зёсЈ¬УЎИҫі§¶аІЙИЎјојхБҝ№ӨТХЈ¬Ҫ«ҪПҙЦөДҫЫхҘПЛО¬ҪшРРұнГжҝМКҙЈ¬К№ПЛО¬ұдПёЈ¬ҙпөҪ·ВЛҝісөДР§№ыЈ¬Н¬Кұ·ўПЦХвЦЦІ»ҫщФИҝМКҙК№өГПЛО¬өДұнГжіКПЦіцРн¶а°јН№ЈЁјыНј1Ј©ЎЈИЛГЗіЖХвТ»јјКхОӘЎ°јојхБҝЎұЈ¬ҫӯҙҰАнәуөДПЛО¬ПЯГЬ¶ИҪөөНК№ПЛО¬ёьИбИнЈ¬ұнГжөДІ»№в»¬К№Жд№вФуёьјУИбәНЈ¬ПЛО¬ұнГж»эјУҙуёДЙЖБЛПЛО¬өДЗЧЛ®РФДЬ[11]ЎЈёГјјКхөДІЙУГМбёЯБЛөУВЪЦҜОпөДКЦёРәНЖ·ЦКЎЈИ»¶шЈ¬јојхБҝҙҰАнҙшАҙөДІ»Аыәу№ыКЗ·ПЛ®ЦРФцјУБЛ¶ФұҪ¶юјЧЛбДЖСОТФј°ТТ¶юҙјТФј°МаФӘЛШөИЈ¬ФцјУБЛУЎИҫ·ПЛ®өДҙҰАнјјКхДС¶ИәНіЙұҫЎЈ
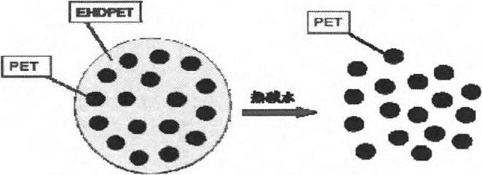
Нјl јојхБҝҙҰАнЗ°әуҫЫхҘПЛО¬өДұнГжРОМ¬Ҫб№№ ЛжЧЕҫЫхҘПЛО¬ЦЖФмјјКхөДМбёЯЈ¬ПЯГЬ¶Иl.0dtexТФПВОўПёө©ПЛО¬ТСҫӯ·ЗіЈЖХј°Ј¬ҪШГжТмРН»Ҝј°ПЛО¬ұнГж№өІЫ»ҜТІәЬТЧКөПЦЎЈОўПёПЛО¬ЦҜіЙөДЦҜОпЗбұЎЎўИбИнЈ¬НёЖшРФЎўРьҙ№РФәГЈ¬ҫЯУР¶АМШөД·зёсЈ¬ҝЙЧчОӘ·ВХжЛҝІДБП[12-13]ЎЈҝЖС§јјКх·ўХ№өҪҪсМмЈ¬НкИ«ҝЙТФ°ЪНСҫЙУРЛјО¬ДЈКҪЈ¬АыУГХвР©іЙКмјјКхИЎҙъјојхБҝ№ӨТХЈ¬ЙъІъіцАаЛЖҫӯ№эјојхБҝҙҰАнәуРФДЬөДПЛО¬Ж·ЦЦЎЈұЬГвБЛөУВЪЦҜОпјојхБҝ№эіМФміЙөДҙуБҝёЯCOD·ПЛ®ЎЈ 4әЈөәПЛО¬ҝӘПЛІъЙъөДУР»ъОп өУВЪЦҜОпДҝЗ°ІЙУГөДјојхБҝ№ӨТХКЗҝЙТФЙи·ЁМжҙъөДЈ¬ө«КЗЈ¬АыУГәЈөәёҙәППЛО¬јјКхЙъІъі¬ПёПЛО¬өДҝӘПЛ№эіМІъЙъөД»·ҫіОЫИҫОпДСТФұЬГвЎЈі¬ПёПЛО¬ЦЖФмөДөЪТ»ІҪКЗЙъІъЎ°әЈөәЎұПЛО¬Ј¬ИзНј2ЛщКҫЈ¬Ҫ«Ў°әЈөәЎұПЛО¬өДЎ°әЈЎұЧй·ЦТ»ТЧЛ®ҪвҫЫхҘ(EHDPET)УГјоИЬТәЛ®ҪвИЬіэЈ¬Ў°өәЎұЧй·Ц(PET)ұгҝЙРОіЙі¬ПёПЛО¬[t4]ЎЈ
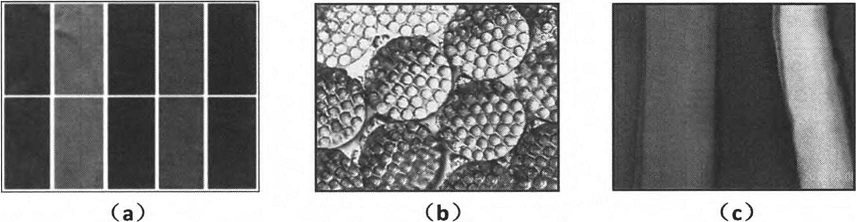
Нј2әЈөәПЛО¬өДҝӘПЛ№эіМ Ў°әЈөәЎұПЛО¬ҫӯјоЛ®ҪвҝӘПЛәуЈ¬·ПЛ®ЦРә¬УРҙуБҝөД¶ФұҪ¶юјЧЛбДЖСОЈ¬јдұҪ¶юјЧЛб-5-»ЗЛбДЖСОЎўТТ¶юҙјј°ҫЫТТ¶юҙјөИУР»ъОпЎЈЖдЦР¶ФұҪ¶юјЧЛбДЖУГЛбЦРәНәуЙъіЙІ»ИЬРФөД¶ФұҪ¶юјЧЛбҝЙТФ»ШКХЈ¬»ШКХБҝФјХјәЈЧй·ЦEHDPETөД66%.ЖдЛыөДЧй·ЦЈЁ°ьАЁЛбЦРәНәуөДјдұҪ¶юјЧЛб-5-»ЗЛбЈ©ҫщҫЯУРЛ®ЦРҝЙИЬРФЈ¬РиТӘМШКвөДДӨјјКхАҙ»ШКХЎЈДҝЗ°Ј¬ЙъІъәЈөәПЛО¬өДЖуТөЛщІЙУГөДәЈЈҜөәЦКБҝұИҙу¶јОӘ30/70 (wt)Ј¬УРР©ЖуТөХэФЪҪшРРөНәЈЧй·ЦұИАэөДКФСйІўИЎөГБЛТ»Р©іЙ№ыЎЈЧчХЯФЪ1996ДкКұФшҫӯФЪРЎРН·ДЛҝКөСй»ъЙПіЙ№ҰЦЖұёіц15/85 (wt)әЈөәПЛО¬(EHDPETЈ¬PA6)Ј¬ПЛО¬ДЬ№»ЛіАыөШКөПЦәЈөәЧй·ЦөД°юАлЎЈМИИф°ҙХХХвТ»№ӨТХКөК©Ј¬әЈөәПЛО¬јоЛ®ҪвҝӘПЛ№эіМҝЙјхЙЩ50%өДУР»ъОпЕЕ·ЕБҝЈЎДҝЗ°ОТ№ъәЈөәПЛО¬өДДкІъБҝі¬№э20НтtЈ¬ИзДЬ°ҙХХәЈөәұИ15/85ЦЖФмәЈөәПЛО¬Ј¬ҝЙТФјхЙЩ3НтtEHDPETУГБҝЈ¬јхЙЩУР»ъОпЕЕ·ЕlНтtЎЈ ҫЭұЁөАЈ¬ИХұҫДі№«ЛҫК№УГИИЛ®ҝЙИЬТТП©-ТТП©ҙј№ІҫЫОп(EVOH)МжҙъEHDPETУГЧчәЈөәПЛО¬әЈөДЧй·ЦЎЈ Из№ыөчҪЪEVOHЦРТТП©УлТТП©ҙјЦ®јдөДұИАэЈ¬өГөҪҝЙИЫИЪ·ДЛҝУГҫЫәПОпІўУГУЪәЈөәПЛО¬ЙъІъЈ¬ХвКЗҝЙДЬөДЎЈ И»¶шЈ¬ИИЛ®ИЬҪвәуөДEVOHФЪ·ПЛ®ЦРЈ¬Н¬СщРиТӘ»ШКХЎЈУРұЁөАіЖТСУРEVOHөД»ШКХјјКхЈ¬ө«ОҙјыУР№ӨТө»Ҝ№жДЈУҰУГөДұЁөАЎЈ 5УЎИҫ№эіМөДҪЪДЬәНЙъІъР§ВКМбёЯ ДҝЗ°ОӘЦ№Ј¬ҙу¶аКэөУВЪЦҜОпЈЁ°ьАЁә¬өУВЪөД»м·Д»тҪ»ЦҜОпЈ©өДИҫЙ«¶јКЗІЙУГ·ЦЙўИҫБПФЪ130ЎжөДёЯОВёЯС№»тХЯИИИЬИҫЙ«ЎЈЙПКАјН60Дкҙъ¶Е°о№«ЛҫұЁөАБЛөУВЪөД·ЦЙўИҫБПіЈС№ИҫЙ«јјКхЈ¬№ъДЪ80ЎӘ90ДкҙъТІУРИЛСРҫҝ[15-17]·ЦЙўИҫБПіЈС№ҝЙИҫҫЫхҘ(EDDP)ј°ЖдПЛО¬өД№ӨЧчЈ¬ө«ҙу¶аОҙДЬКөПЦІъТө»Ҝ»тХЯҙу№жДЈУҰУГЎЈХЕҙуКЎөИ[18-20]ҝӘ·ўБЛТ»ЦЦРВРН·ЦЙўИҫБПіЈС№ИҫЙ«ҫЫхҘ(NEDDP)ј°ЖдПЛО¬Ј¬Жд»ҜС§Ҫб№№ЦРјдұҪ¶юјЧЛбөДМнјУКК¶ИөШЖЖ»өБЛPETҙу·ЦЧУөДҪб№№№жХыРФЈ¬УРАыУЪИҫБППтҙу·ЦЧУДЪОЮ¶ЁРОЗшөДА©ЙўЈ»¶шPEGөДТэИлҝЙТФҪөөНҙу·ЦЧУөДІЈБ§»ҜЧӘұдОВ¶ИЈЁјыұн2Ј©Ј¬К№ПЛО¬ҝЙТФФЪіЈС№ПВҪшРРИҫЙ«ЎЈёГҫЫәПОп»№ҝЙТФЧчОӘәЈөәПЛО¬өДЎ°өәЎұЧй·ЦК№УГЈ¬ЗТФЪҝӘПЛ№эіМЦРІ»»бКЬөҪЛрЙЛЎЈ УГNEDDPЙъІъБЛ75d/72fөИіЈ№жПЯГЬ¶ИөДФІРОҪШГжПЛО¬әНТмРОҪШГжПЛО¬ТФј°1.5dtex¶МПЛО¬Ј»АыУГәЈөәёҙәП·ДЛҝјјКхЙъІъөД0.06dtі¬ПёПЛО¬Ј¬І»ҪцҝЙТФФЪіЈС№ПВИҫЙ«Ј¬»№ҪвҫцБЛәЈөәПЛО¬ДСУЪЙоИҫөДОКМвЈ¬ЗТҫЯУРБјәГөДИҫЙ«АО¶ИЈЁјыНј3Ј©ЎЈ
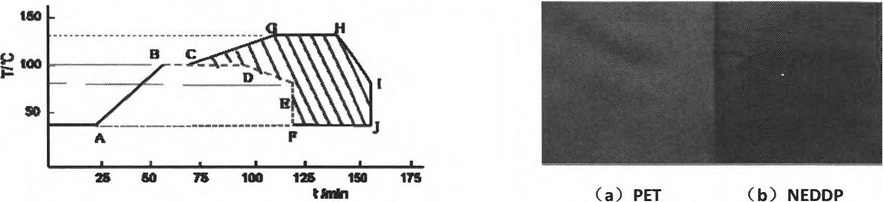
Нј3 NEDDPЦҜОпөДИҫЙ« (a) 75d/48fЦҜОпИҫЙ«Ј¬ЙПЕЕОӘ100ЎжИҫЙ«Ј¬ПВЕЕОӘ130ЎжИҫЙ«Ј» (b) NEDDP/EHDPETәЈөәёҙәППЛО¬өДәб¶ПГжҪб№№Ј» (c) 0.06dtex NEDDPі¬ПёПЛО¬100ЎжИҫЙ«Р§№ыЎЈ ХвЦЦРВРНөДіЈС№·ЦЙўИҫБПҝЙИҫҫЫхҘПЛО¬ҪЪДЬПФЦшЈ¬АнВЫјЖЛгәНКөјщҪб№ыҫщұнГчЈәҪЪФјДЬБҝ33%ТФЙПЈ¬ИҫЙ«КұјдЛх¶М20%ТФЙП[19]ЎЈНј4ЛщКҫЈ¬Т»°гёЯОВёЯС№ИҫЙ«КЗСШЧЕABCGHIJөДВ·ҫ¶НкіЙЈ¬¶шіЈС№ИҫЙ«ФтКЗСШЧЕABCDEFөДНҫҫ¶ҪшРРЈ¬ЖдЦРCGHIJFEDCЛщ°ьә¬өДГж»эјҙКЗҪЪФјөДДЬБҝЎЈіЈС№ИҫЙ«КұјдҝЙТФУГAFЧшұкіӨ¶ИұнКҫЈ¬ёЯОВёЯС№ИҫЙ«ЛщРиөДКұјдФтКЗAJЛщұнКҫөДіӨ¶ИЈ¬ИҫЙ«КұјдЛх¶МБЛ25%ЎЈҪЪФјДЬБҝҫНТвО¶ЧЕЙЩОЫИҫ»·ҫіЈ¬ҪөөНЙъІъіЙұҫЈ»ИҫЙ«КұјдөДЛх¶МФтұнКҫЧЕЙъІъР§ВКөДМбёЯЎЈН¬КұУЙУЪNEDDP»ҜС§Ҫб№№өДЛЙЙўРФМбёЯЈ¬ЙПИҫВКМбёЯЈ¬ИҫН¬СщЙоөДСХЙ«КұҝЙТФҪЪФјИҫБП10%ТФЙПЈЁјыНј5Ј©ЎЈ 6јхЙЩИҫТә·ПЛ®ЦРІРУаИҫБП ХЕҙуКЎөИФЪФӯіЈС№СфАлЧУИҫБПҝЙИҫҫЫхҘ(ECDP)[21-22]»щҙЎЙПЈ¬Ҫ«»ҜС§Ҫб№№ҪшРРБЛёьјУҫ«ЧјЙијЖІўСПҝШЙъІъ№ӨТХЈ¬әПіЙБЛРВРНСфАлЧУИҫБПЈ¬іЈС№ҝЙИҫҫЫхҘ(NECDP)ј°ЖдПЛО¬[23-24]ЎЈ
Нј4ёЯОВёЯС№ИҫЙ«УліЈС№·РИҫІЩЧчЗъПЯНј Нј5 0Ј®06dtexі¬ПёПЛО¬чдЖӨИЮИҫЙ«Р§№ы
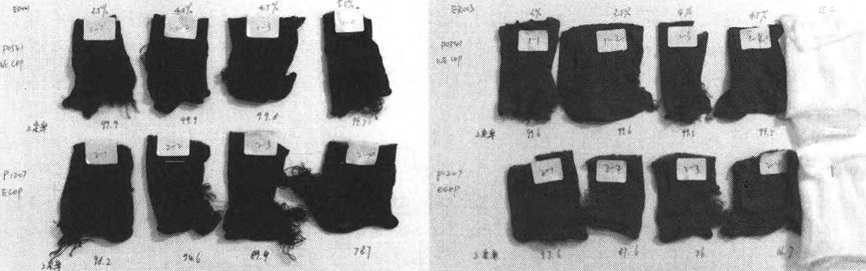
Нј6ОӘДіЖуТөөДИҫЙ«Ҫб№ыЈ¬ұаәЕP0541КФСщОӘNECDPПЛО¬ЦҜОпЈ¬ұаәЕP1207КФСщОӘҫіНвДіЖуТөөДECDPПЛО¬ЦҜОпЈ¬ЙПИҫВК¶ФұИҪб№ы»гЧЬУЪұнlЎЈәЪәмБҪЙ«ЙПИҫВКВФУРІ»Н¬Ј¬ЛжИҫБПУГБҝМбёЯЈ¬NECDPКФСщөДЙПИҫВКұд»ҜІ»ҙуЈ¬ЧоөНОӘ99.5%Ј¬¶шECDPКФСщөДЙПИҫВКИҙЛжЧЕИҫБПУГБҝөДЙэёЯ¶шПВҪөЈ¬әЪЙ«ЎўәмЙ«ЧоөНЙПИҫ°Щ·ЦВК·ЦұрОӘЈә78.7%Ј¬66.7%ЎЈ»»СФЦ®Ј¬ECDPКФСщөДИҫәу·ПТәЦР»№ІРҙжЧЕТ»Р©ҙэҙҰАнөДІРУаИҫБПЈ¬NECDPКФСщИҫәу·ПТәЦРІРУаИҫБПј«ЙЩЎЈ
Нј6 NECDPУлECDPіЈС№ИҫЙ«Р§№ы¶ФұИұнl NECDPУлECDPЦҜОпЙПИҫВК ұн1 NECDPУлECDPЦҜОпЙПИҫВК
ЧўЈәИҫЙ«ОВ¶ИОӘ100Ўж NECDPФЪИҫБПУГБҝ3.5ЎӘ5.0%( omf)КұЈ¬ЙПИҫВКҝЙТФҙпөҪ99.5%ТФЙПЈ¬јёәхОЮРи¶ФУЎИҫ·ПЛ®ЧцНСЙ«ҙҰАнЎЈ МИДЬҪПәГөШНЖ¶ҜNECDPөД·ўХ№әНУҰУГЈ¬І»ҪцҝЙҪЪДЬәНЛх¶МИҫЙ«ЙъІъЦЬЖЪЈ¬»№ҝЙТФҪөөНИҫБПУГБҝЎўМбёЯИҫЙ«АО¶ИЎўјхЙЩИҫТә·ПЛ®ЦРөДУРЙ«ОпЦКЈ¬јхЗб·ПЛ®ҙҰАнёәөЈЎЈ 7 јхЙЩЦҜОп¶ЁРН№эіМөДИҫБПЙэ»Ә ЦҜОпИҫЙ«әуРиТӘҪшРРИИҙҰАнЈ¬К№ПЛО¬ҙу·ЦЧУУҰБҰЛЙіЪЈ¬МбёЯЦҜОпіЯҙзОИ¶ЁРФЈ»ПыіэЦеәЫЈ¬МбёЯҝ№ЦеРФЈ»ёДЙЖөҜРФЎўКЦёРәНЖрГ«ЗтПЦПуЎЈФЪУ°ПмИИ¶ЁРНР§№ыөДЛДёцТтЛШЦРЈ¬ИИ¶ЁРНОВ¶ИЧоОӘ№ШјьЈ¬өұ¶ЁРНОВ¶ИёЯУЪҙу·ЦЧУІЈБ§»ҜЧӘұдОВ¶ИКұЈ¬ҙу·ЦЧУөДБҙ¶ОЧФУЙФЛ¶ҜҙпөҪ¶ЁРНР§№ыЎЈ¶ФУЪіЈ№жPETЦҜОпИИ¶ЁРНОВ¶ИНЁіЈФЪ190ЎӘ 210ЎжЈ¬ҙЛКұУРР©Йэ»ӘОВ¶ИҪПөНөДИҫБПҪ«»б·ўЙъЙэ»ӘҪшИлҙуЖшЈ¬ФміЙ»·ҫіОЫИҫЎЈМИИфДЬ№»ҪөөН№№іЙЦҜОпПЛО¬ҙу·ЦЧУөДІЈБ§»ҜЧӘұдОВ¶ИЈ¬ҫНҝЙДЬҪөөНЦҜОпөДИИ¶ЁРНОВ¶ИЈ¬Н¬СщҙпөҪИИ¶ЁРНөДР§№ыЈ¬Н¬КұјхЙЩИҫБПөДЙэ»ӘЈ¬ҪөөН¶Ф»·ҫіөДОЫИҫЎЈ ИзЗ°КцөДNEDDPәНNECDPөД·ЦЧУҪб№№ЙијЖЦРТэИлБЛә¬УРГСјьөДҫЫТТ¶юҙј(PEG)Бҙ¶ОЈ¬Изұн2ЛщКҫГСјьөДИбРФУРР§өШҪөөНҙу·ЦЧУөДІЈБ§»ҜЧӘұдОВ¶ИәНҪбҫ§ОВ¶ИЎЈ ұн2 NEDDPәНNECDPөДИИРФДЬ
ЧўЈәTg-ІЈБ§»ҜЧӘұдОВ¶ИЈ»Tcp-Ҫбҫ§·еОВ¶ИЈ»Tmp-ИЫИЪ·еОВ¶ИЎЈ УЙұн2ҝЙјыЈ¬NEDDP»тNECDPөДІЈБ§»ҜЧӘұдОВ¶ИҫщұИіЈ№жPETҪөөНБЛ20ЎжЧуУТЎЈДЗГҙЈ¬БҪЦЦПЛО¬ЦҜОпөДИИ¶ЁРНОВ¶ИТІУҰөұҝЙТФПаУҰҪөөН15ЎӘ20ЎжЈ¬ҝЙТФҪөөНИҫБПөДЙэ»Ә¶ФҙуЖшөД»·ҫіОЫИҫ ІОҝјОДПЧЈәВФ |