|
|
|
∑÷…¢»æ¡œ»æµ”¬⁄µƒ◊∑º”»æ¡œπ§“’2022-03-04ÕıΩ≠≤® ≥¬÷檙 ¬ÌÍ¿ Ω≠À’π§≥Ã÷∞“µºº ı—ß‘∫ ÕıΩ≠≤® ≥¬÷檙 ¬ÌÍ¿ ’™“™ »æ…´“ª¥Œ≥…𶬠¥ÔµΩ100% «≤ªø…ƒÐµƒ°£µ”¬⁄÷،Եƒ»æ¡œ◊∑º”“™Ω˜…˜£¨”»∆‰ «∫¨”–∞±¬⁄µƒ√Ê¡œ£¨µ•Œª√ʪ˝÷ ¡ø“◊±‰«·£¨«“∞±¬⁄µØ–‘ª·ΩµµÕ°£¥”𧓒∫Õ÷˙º¡∑Ω√ÊÃΩÃ÷µ”¬⁄◊∑º”»æ¡œµƒ÷ÿµ„∫Õ–Ë“™◊¢“‚µƒµÿ∑Ω°£¥”»æ¡œ◊È∫œµƒΩ◊∂Œ»æ…´∫Õµ•÷ª»æ¡œµƒΩ◊∂Œ»æ…´µ»∑Ω√ÊÃΩÃ÷»æ¡œ…œ»æŒ¬∂»«¯º‰£¨“‘¥À»∑∂®◊∑º”»æ¡œπ§“’°£ πÿº¸¥ µ”¬⁄£ª◊∑º”»æ¡œ£ª…œ»æŒ¬∂»£ªΩ◊∂Œ»æ…´ ∑÷…¢»æ¡œ∂‘µ”¬⁄µƒ»æ…´–ßπ˚»°æˆ”⁄»æ¡œµƒœý∂‘«◊∫Õ¡¶°¢¿©…¢–‘∫ÕΩ·∫œƒÐ¡¶°£∑÷…¢»æ¡œ‘⁄µ”¬⁄÷–¿©…¢◊Ë¡¶∫Ð¥Û£¨“Ú¥Àµ”¬⁄“™‘⁄∏þŒ¬œ¬»æ…´[1]°£µ´∏þŒ¬∂‘œÀŒ¨µƒ∆∆ªµ◊˜”√Ωœ¥Û£¨Ãÿ± «µ”∞±÷،ԣ¨ø…ƒÐ‘Ï≥…µ•Œª√ʪ˝÷ ¡ø∆´«·∫Õ ßµØ°£±æ µ—ÈÕ®π˝ÃΩÃ÷E–Õ°¢SE–Õ∫ÕS–Õ3÷÷»æ¡œµƒ…œ»æŒ¬∂»«¯º‰∫Õ◊∑º”»æ¡œ…œ»æŒ¬∂»«¯º‰÷∆∂®◊∑º”»æ¡œµƒπ§“’£ª≤¢ÃΩÃ÷÷˙º¡‘⁄»æ…´÷–µƒ”∞œÏ“‘º∞µ”¬⁄°¢∞±¬⁄≤ªÕ¨µƒ»æ…´Ãÿ–‘£¨◊ÐΩ·¡À»æ…´µƒ◊¢“‚ ¬œÓ°£E–Õ∑÷…¢»æ¡œƒÐπª‘⁄ΩœµÕŒ¬∂»œ¬ÕÍ≥……œ»æ£¨ À˘“‘–Þ…´ ±£¨‘⁄±£÷§—’…´∫Õ…´¿Œ∂»µƒª˘¥°…œ£¨æ°¡ø—°”√E–ջ桜µÕŒ¬◊∑º”»æ…´£¨“‘ºı…Ÿ∂‘µ”¬⁄°¢∞±¬⁄µƒÀ…À°£ 1 µ—È 1.1≤ƒ¡œ∫Õ“«∆˜ ÷،ԣ∫µ”¬⁄100%µ•√Ê≤º°£»æ¡œ£∫E–Õ£®∑÷…¢ª∆ACE°¢∑÷…¢¿∂ACE°¢∑÷…¢∫ÏACE£©£¨SE–Õ£®∑÷…¢◊œ3RL°¢ ∑÷…¢¿∂CBN°¢∑÷…¢∫ÏFB£©£¨S–Õ£®∑÷…¢ª∆10C°¢∑÷…¢¿∂SBG°¢∑÷…¢≤ ¿∂B£©°£ ÷˙º¡£∫±˘¥◊À·(HAc)£¨∑÷…¢‘»»æº¡RDT-27°£ …˱∏£∫∏þŒ¬∏ ”ջ慴ª˙£¨Datacolor≤‚…´“«°£ 1.2 »æ…´∑Ω∑® —°‘ÒE–ջ桜°¢SE–ջ桜∫ÕS–ջ桜◊È∫œ£¨Ω´√ø∏ˆ◊È∫œ∞¥±Ì1≈‰∑Ω»æ…´°£
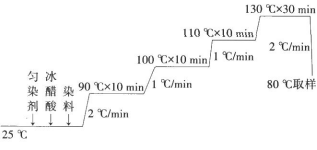
≤…”√∑÷±≠∑®÷∆±∏9±≠»æ“∫[2]°£»ª∫ÛΩ´9±≠»æ“∫∑≈»À»æ…´ª˙ƒ⁄£¨¥”80°Êø™ º£¨√ø…˝Œ¬10°Ê»°“ª±≠£¨÷±÷¡130°Ê£¨±£Œ¬£¨√ø1O min»°“ª±≠£¨π≤º∆9±≠£¨º˚Õºl°£Œ¬∂»µΩ¬Ì…œ»°≥ˆ±Í∫≈£¨¿‰»¥ÀÆœ¥£¨»°»æ“∫Ω¯––»æ…´°£»ª∫Û≤‚¡ø√ø“ªΩ◊∂Œ…´—˘µƒ…œ»æ¬ £¨◊˜Œ¬∂»°¢ ±º‰”Î…œ»æ¬ µƒ◊¯±ÍÕº°£∏˘æð…œ»æ¬ ±‰ªØ»∑∂®»æ¡œ≤ªÕ¨Ω◊∂ŒµƒŒ¸ ’ÀŸ¬ £¨—°‘Ò∫œ µƒ±£Œ¬µ„∫Õ±£Œ¬ÀŸ¬ °£
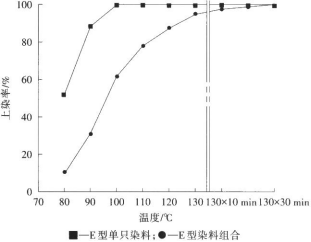
Õº1 Ω◊∂Œ…˝Œ¬»°—˘Õº 1.3≤‚ ‘ …œ»æ¬ £∫Ω´130°Ê±£Œ¬30 min∫ÛÀ˘µ√…´—˘µƒ…œ»æ¬ …Ë∂®Œ™100%£¨Ω´÷ØŒÔ∂‘’€4≤„£¨‘⁄≤‚…´“«…œ≤‚¡ø…œ»æ¬ £¨√øøÈ≤º—˘≤‚3¥Œ£¨»°∆Ωæ˘÷µ°£ 2Ω·π˚”ÎÃ÷¬€ 2.1 E–Õ∑÷…¢»æ¡œΩ◊∂Œ»æ…´…œ»æ¬ ”…Õº2ø…÷™£¨E–Õ∑÷…¢»æ¡œ◊È∫œ‘⁄Œ¬∂»…˝÷¡90 0C ±£¨»æ¡œ“—æ≠…œ»æ¡À30.92%£ªµ±Œ¬∂»…˝÷¡110°Ê ±£¨ »æ¡œ…œ»æ¬ ”…30.92%—∏ÀŸ…˝÷¡77.980/0£¨À˘“‘‘⁄90°™ 110°ÊŒ¬∂»«¯º‰“™≤…”√ΩœµÕµƒ…˝Œ¬ÀŸ¬ (1 cC/min)£¨ ≤¢‘⁄90°¢100°Ê ±∑÷±±£Œ¬10 min£¨∑¿÷π»æ¡œ‘⁄¥ÀŒ¬∂»«¯º‰“Úº±æÁ…œ»æ≤˙…˙…´ª®°£
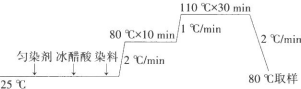
Õº2 E–Õµ•÷ª»æ¡œº∞»æ¡œ◊È∫œ‘⁄≤ªÕ¨…˝Œ¬Ãıº˛œ¬µƒ…œ»æ¬ ≥ˆ∏◊∂‘…´»Á…´π‚”–∆´≤Ó£¨‘Ú–ËΩ¯–––Þ…´£¨“‘…´π‚∆´¿∂Œ™¿˝£¨–Ë≤πº”“ª∂®¡øµƒ∑÷…¢ª∆ACE°£¥”Õº2µ•÷ª∑÷…¢ª∆ACEµƒ…œ»æπʬ…¿¥ø¥£¨‘⁄Œ¬∂»…˝÷¡80°Ê ±£¨»æ¡œ“—æ≠…œ»æ¡À50%◊Û”“£¨µ±Œ¬∂»…˝÷¡90 qc ±£¨»æ¡œ…œ»æ¬ “—Ω”Ω¸90%£¨Œ™¡À±£÷§÷،Ե•Œª√ʪ˝÷ ¡øºı…Ÿ∑˘∂»æ°ø…ƒÐµÕ£¨‘⁄÷∆∂®–Þ…´»æ…´≥Ã–Ú ±£¨¥”µ”¬⁄µƒŒÞ∂®–Œ«¯≤£¡ßªØŒ¬∂»67°Êø™ º£¨º¥65°™90°Ê“™¬˝¬˝…˝Œ¬°£ E–Õ∑÷…¢»æ¡œ◊∑º”𧓒«˙œþ»Áœ¬À˘ 棨÷ª–Ë…˝Œ¬÷¡110°Êº¥ø…ÕÍ≥……œ»æ°£
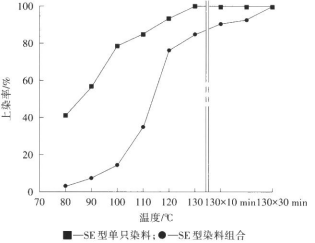
2.2 SE–Õ∑÷…¢»æ¡œΩ◊∂Œ»æ…´…œ»æ¬ ”…Õº3ø…“‘ø¥≥ˆ£¨SE–Õ∑÷…¢»æ¡œ◊È∫œ‘⁄Œ¬∂»…˝÷¡105°Ê ±£¨»æ¡œ“—æ≠…œ»æ¡À‘º30%£¨µ±Œ¬∂»…˝÷¡120°Ê ±£¨»æ¡œ…œ»æ¬ ”…30%◊Û”“—∏ÀŸ…˝÷¡80%◊Û”“£¨À˘“‘‘⁄105°´120°ÊŒ¬∂»«¯º‰“™≤…”√ΩœµÕµƒ…˝Œ¬ÀŸ¬ ( 0.50C/min)£¨≤¢‘⁄90°¢100°Ê ±∏˜±£Œ¬10 min£¨∑¿÷π»æ¡œ‘⁄¥ÀŒ¬∂»«¯º‰“Úº±æÁ…œ»æ≤˙…˙…´ª®°£ ≥ˆ∏◊∂‘…´ ±£¨»Á…´π‚”–∆´≤Ó£¨–Ë“™◊∑º”»æ¡œΩ¯–––Þ…´£¨»Á…´π‚∆´«≥»±¿∂£¨–Ë“™≤πº”“ª∂®¡øµƒ∑÷…¢¿∂CBN°£¥”Õº3µ•÷ª∑÷…¢¿∂CBNµƒ…œ»æπʬ…¿¥ø¥£¨‘⁄Œ¬∂»…˝÷¡90°Ê ±£¨»æ¡œ“—æ≠…œ»æ¡ÀΩ´Ω¸60%£¨µ±Œ¬∂»…˝÷¡110 °Ê ±£¨»æ¡œ…œ»æ¬ “—≥¨π˝80%°£Œ™¡Àæ°ø…ƒÐ±Ð√‚÷،Ե•Œª√ʪ˝÷ ¡øµƒºı…Ÿ£¨‘⁄÷∆∂®–Þ…´»æ…´≥Ã–Ú ±£¨¥”µ”¬⁄µƒŒÞ∂®–Œ«¯≤£¡ßªØŒ¬∂»67 °Êø™ º£¨º¥65- 110°Ê“™¬˝¬˝…˝Œ¬°£
Õº3 SE–ջ桜◊È∫œº∞µ•÷ª»æ¡œ≤ªÕ¨…˝Œ¬Ãıº˛œ¬µƒ…œ»æ¬
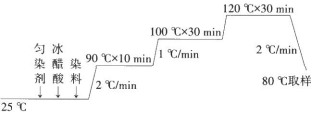
SE–Õ∑÷…¢»æ¡œ◊∑º”»æ…´π§“’«˙œþ»Áœ¬À˘ 棨–Ë…˝Œ¬÷¡120°Ê≤≈ƒÐÕÍ≥……œ»æ°£
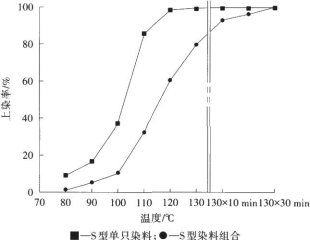
2.3 S–Õ∑÷…¢»æ¡œΩ◊∂Œ»æ…´…œ»æ¬ ”…Õº4ø…÷™£¨S–Õ∑÷…¢»æ¡œ◊È∫œ‘⁄Œ¬∂»…˝÷¡110°Ê ±£¨»æ¡œ“—æ≠…œ»æ¡À≥¨π˝30%£¨µ±Œ¬∂»…˝÷¡130°Ê ±£¨ »æ¡œ…œ»æ¬ ”…30%—∏ÀŸ…˝÷¡80%£¨À˘“‘‘⁄110-130°Ê Œ¬∂»«¯º‰£¨“™≤…”√ΩœµÕµƒ…˝Œ¬ÀŸ¬ ( 0.5°Ê/min)£¨≤¢‘⁄90°¢100°Ê∑÷±±£Œ¬10 min£¨“‘∑¿÷π»æ¡œ‘⁄¥ÀŒ¬∂»«¯º‰“Úº±æÁ…œ»æ≤˙…˙…´ª®°£≥ˆ∏◊∂‘…´ ±£¨»Á∑¢œ÷…´π‚”–∆´≤Ó£¨‘Ú–Ë“™Ω¯–––Þ…´£¨»Á…´π‚∆´«≥»±¿∂£¨æÕ–Ë≤πº”“ª∂®¡øµƒ∑÷…¢≤ ¿∂B°£¥”Õº4µ•÷ª∑÷…¢≤ ¿∂Bµƒ…œ»æπʬ…¿¥ø¥£¨‘⁄Œ¬∂»…˝÷¡100°Ê ±£¨»æ¡œ“—æ≠…œ»æ¡À40%◊Û”“£¨µ±Œ¬∂»…˝÷¡115°Ê ±£¨»æ¡œ…œ»æ¬ Ω”Ω¸90%£¨Œ™¡Àæ°ø…ƒÐ±Ð√‚÷،Ե•Œª√ʪ˝÷ ¡øµƒºı…Ÿ£¨‘⁄÷∆∂®–Þ…´»æ…´≥Ã–Ú ±£¨¥”µ”¬⁄µƒŒÞ∂®–Œ«¯≤£¡ßªØŒ¬∂»67°Êø™ º£¨º¥65-100°Ê“™¬˝¬˝…˝Œ¬°£
Õº4 S–ջ桜◊È∫œº∞µ•÷ª»æ¡œ≤ªÕ¨…˝Œ¬Ãıº˛œ¬µƒ…œ»æ¬ S–Õ∑÷…¢»æ¡œ◊∑º”»æ…´π§“’«˙œþ»Áœ¬À˘ 棨”…”⁄S–Œ∑÷…¢»æ¡œ»æ…´À˘–˵ƒƒÐ¡øΩœ∏þ£¨–Ë…˝Œ¬÷¡130°Ê ≤≈ø…ÕÍ≥……œ»æ°£
2.4»æ…´÷˙º¡∂‘–Þ…´µƒ”∞œÏ ‘⁄–Þ…´◊∑º”»æ¡œµƒπ˝≥Ã÷–£¨»æ…´÷˙º¡µƒ◊∑º”“≤ «“ª∏ˆ“™µ„°£À˘”–÷˙º¡∂ºª·”–œ˚π‚◊˜”√£¨ π—’…´±‰«≥£¨‘⁄’˝≥£»æ…´π˝≥Ã÷–œ˚π‚◊˜”√≤ª√˜œ‘£ªµ´‘⁄–Þ…´π˝≥Ã÷–º”»Îπ˝∂ýµƒ÷˙º¡£¨≤ªΩˆ¥Ô≤ªµΩ–Þ…´µƒƒøµƒ£¨”– ±»æ≥ˆµƒ—’…´∑¥∂¯±‰«≥°£≥ˆ∏◊—’…´∆´…Ó≤ª∂ýµƒª∞£¨ø…“‘º”»Î“ªµ„‘»»æº¡£¨»æ∏◊…˝Œ¬÷¡110°Êº¥ø…¥ÔµΩƒøµƒ°£ »Áπ˚»æ¡œ◊∑º”¡ø¥Û£¨÷ÿµ„‘⁄»æ¡œµƒ∑÷…¢£¨÷˙º¡“™“‘∑÷…¢º¡Œ™÷˜£ª»æ¡œ◊∑º”¡ø–°£¨÷ÿµ„‘⁄»æ¡œµƒ‘»»æ£¨÷˙º¡“™“‘‘»»æº¡Œ™÷˜°£ ”…”⁄…˙≤˙œ÷≥°≤…”√85°Êªπ‘≠«Âœ¥£¨«Âœ¥¡¶∂»∏þ”⁄ªØ—È “£¨À˘“‘ªØ—È “ø…“‘≤…”√95°Êªπ‘≠«Âœ¥£¨“‘ƒ£ƒ‚…˙≤˙œ÷≥°µƒªπ‘≠«Âœ¥¡¶∂»°£ 3Ω·¬€ (1) …˙≤˙π˝≥Ã≥ˆœ÷…´≤Ó «≤ªø…±Ð√‚µƒ£¨À˘“‘ µ±µÿ◊∑º”»æ¡œ Æ∑÷÷ÿ“™°£E–ջ桜µƒ◊∑º”÷ª–Ë…˝Œ¬÷¡110°Ê£¨‘⁄80'C±£Œ¬10 minº¥ø…£ªSE–ջ桜µƒ◊∑º”–Ë…˝Œ¬÷¡120°Ê£¨‘⁄90°¢100 °Ê∏˜±£Œ¬10 min£ªS–ջ桜µƒ◊∑º”–Ë…˝Œ¬÷¡130°Ê£¨‘⁄90°¢100∫Õ110°Ê∏˜±£Œ¬10 min≤≈ø…ÕÍ≥…¥Û≤ø∑÷»æ¡œµƒ…œ»æ°£ (2) µ”¬⁄÷،Ԕ»∆‰ «∫¨∞±¬⁄÷،ԣ¨√øæ≠π˝“ª¥Œ∏þŒ¬æÕÀ…À“ª¥Œ£¨À˘“‘‘⁄–Þ…´ ±”¶æ°¡ø≤…”√E–Õ∑÷…¢»æ¡œ£¨SE–Õ¥Œ÷Æ£¨S–Õæ°¡ø±Ð√‚ π”√°£ ≤ŒøºŒƒœ◊£∫ [l] Õı”¿∫Í£¨¥Þ Á¡·£¨∑÷…¢»æ¡œµÕŒ¬»æ…´œ÷◊¥º∞«˜ ∆ [J]√´∑ƒø∆ºº.2006(10):25-29. [2]ÕıΩ≠≤®£¨¿Ó—«∆º£¨’≈π˙≥….µ”¬⁄∑÷…¢»æ…´π§“’«˙œþµƒ÷∆∂®[J].”°»æ£¨2013(17):29-31. |